




 Рейтинг: 4.1/5.0 (1852 проголосовавших)
Рейтинг: 4.1/5.0 (1852 проголосовавших)Категория: Бланки/Образцы
Как выполнять работу работник обязан знать уже тогда, когда он получил образование по данной профессии (должности).
И ни на секунду не позже.
И без технологической карты!
Иначе -он не работник, а кусочек того "мяса", которое называют "пушечным"!
Я в бане мыльником работаю, мне-то зачем ТК (техкарта). А ведь, какой сложный процесс я произвожу? Это вам не погрузчиком да по территории двигать! Тут по телу клиента, можно сказать, прямая ответственность за здоровье и жизнь клиента.
И кто мне опишет в ТК, как нужно начинать намыливание клиента - слева-направо, от головы к попе, али наоборот? Кто и где мне укажет, какую-такую мочалку нужно применить для энтой кожи - липовую, березовую или иную.
Какой-такой нажим на кожу клиента мне применять- 3 или 9 кдж. Да если клиент ещё и с похмелья?
Кстати, крест снимать в бане (сауне) нужно, али нет? Это как в ТК написано-то??
Изменено: Толстов Юрий - 23-11-2013 09:43:20
Сергей, у вас котлы или какие-то печи по сжиганию щепы?
Если котлы, то укажите тип - см. список:
Котлы различных производителей, работающие на щепе (мощностью от 100 кВт)
(Heizomat – HSK-RA-150 149, HSK-RA-200, RHK-AK 154, RHK-AK 850, Hamech, Koeb – Pyrot, Pyrotec, Komforts – AK-150S, AK-1500SK, AK-3000SK, AK-1500(P), AK-3000(P), AK-10000(P), Mawera – Pyroflex FSB, Pyroflex FSR, Polytechnik –PR 500, PR 1000, PR 3000, PR 5000, PR 7000, PR 10000, PR 12000, PR 20000, PR 25000, «Адаптика» – КВр-0,1Да, КВ-0,5Да, КВ-1,0Да, КВ-2,0Да, КВр-0,1Д, КВ-0,5Д, КВ-1,0Д, КВр-0,1Дмг, КВр-0,5Дмг, КВр-2,0Дмг, Бийский котельный завод –ДКВр-2,5-13ПМ, ДКВр-6,5-13-250ПМ, ДКВр-10-13ПМ, ДКВр-10-39-440ПМ, КЕ-6,5-14МТ, КЕ-25-14МТД-ГМ, «Брянсксантехника» – КВр-0,125А, КВр-0,4А, КВр-1,0А, КВр-0,125Д, КВр-0,4Д, КВр-1,0Д, Ижевский котельный завод – КВм-0,63Д-ТЦ-пл, Ижевский котельный завод – КВм-0,93Д-ТЦ-пл, КВм-1,5Д-ТЦ-пл, «Ковровские котлы» – КВТ.200, КВТм.5000, «Содис» – Proton КВу-0,1, Proton КВу-0,5, Proton КВу-0,1А, Proton КВу-0,5А, «Теплоресурс» – КТУ-300, КТУ-1000, КТУ-2500, КМТ-1000, КМТ-3000, КМТ-5000, «Экотерм» КВ-Рм)
Как много нам всего не помогает.
РД 10-319-99 Типовая инструкция по безопасному ведению работ для персонала котельных
1.2. На основании настоящей Типовой инструкции, инструкций предприятий-изготовителей по монтажу и эксплуатации объектов, с учетом местных условий эксплуатации установленного оборудования, должна быть разработана и утверждена главным инженером организации - владельца котельной производственная инструкци я по безопасному обслуживанию котельных агрегатов, трубопроводов и вспомогательного оборудования.
1.3. Производственная инструкция по обслуживанию котлов, трубопроводов и сосудов с приложением оперативной схемы трубопроводов должна быть разработана и утверждена главным инженером предприятия - владельца котельной.
1.4. Персонал котельной должен четко знать и выполнять все требования, изложенные в производственной инструкции.
1.5. К обслуживанию котлов, трубопроводов и сосудов могут быть допущены лица, прошедшие медицинское освидетельствование, обученные по соответствующим программам, аттестованные и имеющие удостоверение на право обслуживания котлов, трубопроводов, сосудов и знающие производственную инструкцию.
зарегистрированное средство массовой информации, свидетельство Эл № ФС77-39732 от 06.05.2010 г.
ВНИМАНИЕ! При любом использовании (цитировании) материалов сайта ссылка на Ohranatruda.ru обязательна (для интернет-проектов индексируемая гиперссылка 'hyperlink').
Любое коммерческое использование материалов сайта и их публикация в печатных изданиях допускается только с письменного согласия администрации портала.
Использование Пользователем сервисов и контента сайта возможно только на условиях, предусмотренных Пользовательским Соглашением .
На сайте функционирует система коррекции ошибок. Обнаружив любого рода ошибку, а также информацию, не соответствующую нормам морали, нарушающую права третьих лиц или законодательство РФ, пожалуйста, выделите ее и нажмите Shift+Enter .
Чтобы любую страницу сайта отправить в "Мои закладки" нажмите Ctrl+Z. После этого ссылка на выбранную страницу будет у Вас всегда под рукой в разделе "Мои закладки". Сервис доступен только для авторизованных пользователей.


















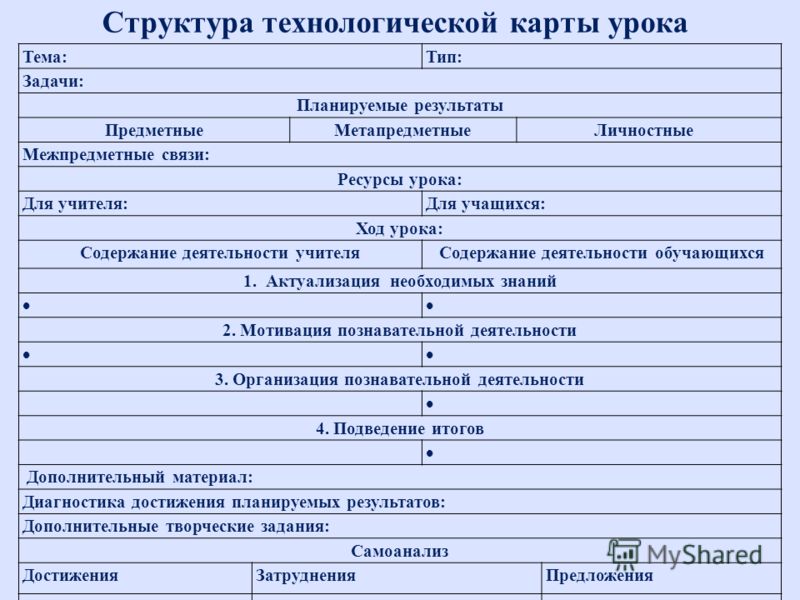
Важнейшим документом проекта производства работ являются технологические карты и калькуляции трудовых затрат к ним.
Технологические карты разрабатываются с целью установления способов производства работ и организации рабочих мест, уточнения последовательности и продолжительности выполнения рабочих процессов, определения потребного состава бригад, материальных и технических ресурсов, необходимых для производства единицы конечной продукции заданного вида работ, а также упорядочения учета расхода потребных ресурсов, в том числе заработной платы и уточнения бюджета времени, требуемого для выполнения данной работы.
Технологические карты являются важнейшим средством нормализации и типизации строительного производства. Они составляются с учетом использования прогрессивной технологии, комплексной механизации работ и лучших примеров научной организации труда.
Разработанные и опробованные на стройках технологические карты с наиболее экономичными решениями обычно отбираются, утверждаются и являются обязательными к применению при составлении проекта производства работ. Будучи составной частью проекта, они служат основным документом для линейного персонала при подготовке рабочего места и непосредственно при выполнении работ.
Технологические карты включают в себя исходные данные для составления недельно-суточных графиков материально-технического обеспечения и аккордно-премиальных нарядов на оплату труда бригадам. Они являются основой для установления оптимальной продолжительности работ в календарных планах, комплексных, сетевых или линейных генеральных графиках производства работ на отдельных объектах и пусковых комплексах.
Технологические карты являются основой для разработки калькуляций оплаты труда бригад. При разработке технологических карт необходимо помнить, что их главной целью являются:
снижение себестоимости строительства; оптимальное сокращение продолжительности строительства; рациональное использование рабочей силы и машин; повышение производительности труда; улучшение качества работ;
внедрение поточных методов и обеспечение безопасности работ;
учет достижений научной организации труда.
Обычно технологические карты разрабатываются на: возведение конструктивных элементов, отражающих специфику производства определенного вида работ на конкретном объекте, например, возведение фундамента доменной печи, фундаментов под колонны здания, монтаж конструкций здания, оборудования и т. д.;
выполнение определенных видов строительно-монтажных работ — например, рытье котлованов под раздельные фундаменты промышленного здания в зависимости от принимаемого механизма и даже типа его рабочего органа, кирпичная кладка, отделочные работы, устройство полов, а также выполнение в некоторых случаях комплексов простейших строительных процессов, входящих в состав условной единицы измерения конечной продукции (укладка 100 м трубопровода заданного диаметра, 1 км кабеля и др.);
возведение комплекса работ, связанных со строительством части здания или сооружения (монтаж сборных железобетонных элементов типовой секции здания, устройство водопропускной трубы под насыпью дороги и др.).
Технологическая карта должна включать в себя технологическую последовательность и основные принципы организации труда при выполнении всех операций, входящих в состав рассматриваемой работы. Например, при укладке бетонной смеси в конструкцию должны быть указаны способы ее приемки, перегрузки и доставки к месту работ, укладки и уплотнения. По каждому строительно-монтажному процессу следует разрабатывать несколько вариантов технологических карт с учетом применения различных технологических схем производства работ, комплектов строительных машин, 'приспособлений, инвентаря, инструмента и средств подачи грузов по вертикали и горизонтали, условий производства работ, определяемых не только условиями площадки и заданными сроками, но и временем года, климатическим поясом, когда и где эта работа будет выполняться.
Исходными документами для разработки технологической карты являются нормативы ЕНиР и местные прогрессивные производственные нормы затрат труда, составленные на основании обобщения передового опыта, а технические решения •— на основании рабочих чертежей возводимых зданий и сооружений, конструкций и наиболее прогрессивных схем научной организации труда.
Как показал опыт, для строительных, монтажных, и специальных работ может быть принята единая форма технологической карты. Исключением являются технологические карты на монтаж металлических конструкций специальных сооружений, в которых отсутствует графическая часть, а имеется лишь ссылка на чертежи рабочего проекта. Для монтажа подобных сооружений к технологической карте прикладывают рабочие чертежи узлов.
В составе технологических карт обычно содержатся следующие разделы:
технологическая схема выполнения строительно-монтажных работ;
основные указания по технологии строительно-монтажного процесса с определением технологической последовательности выполнения операций;
указания по технике безопасности;
график выполнения строительного процесса;
таблица принятого количества рабочих по профессиям и разрядам;
таблица потребности материально-технических ресурсов;
таблица потребности механизмов и инвентаря;
указания по технической приемке работ;
калькуляция затрат труда;
технико-экономические показатели, отнесенные к единице измерения конечной продукции работ, охваченных картой.
Составление технологической карты начинается с изучения видов и характеристик конструктивных элементов здания, сооружения, заданных к строительству, и ознакомления с соответствующими данными нормативной документации.
Технологическая карта разрабатывается с таким расчетом, чтобы ее решения были лаконичны, четки и кратки.
Важным является оформление технологических карт и удобство пользования ими в полевых условиях. Размер их может изменяться. Обычно на строительных площадках УССР размер технологической карты принят в четверть стандартного ватманского листа.
Порядок разработки, утверждения, привязки и применения технологических карт. Технологические карты, как правило, разрабатываются трестами и бюро Оргтехстрой, а также группами подготовки производства строительно-монтажных трестов.
В целях использования опыта прорабов, мастеров и бригад, которые обязаны выполнять работы по запроектированным технологическим картам, а также с учетом местных условий строительной площадки, технологические карты до утверждения должны рассматриваться на совещании группы подготовки производства работ строительно-монтажного управления.
Только после внесения замечаний и предложений группой подготовки производства работ технологические карты утверждаются главным инженером треста (стройуправления) и приобретают силу закона для выполнения рассматриваемого вида работ в данной организации.
При обсуждении технологической карты в группе подготовки производства работ строительно-монтажного управления доклад о рекомендуемой схеме, механизмах, приспособлениях, трудоемкости, расценках, сумме заработка и премий за сокращение сроков работ, экономичности обычно делает руководитель бригады Оргтехстроя или ведущий инженер группы ППР, принимавший непосредственное участие в ее разработке. Принимаемая карта должна включать в себя только те механизмы, которыми стройка располагает. В целях более глубокого изучения рабочего проекта сооружения исполнителями (мастерами, бригадирами, механизаторами, электриками и другими рабочими) одновременно с рассмотрением технологической карты производитель работ докладывает о характере предложенного проекта сооружений, его конструктивных особенностях, основных размерах и объемах. Все это позволяет до начала работ на объекте всем исполнителям изучить рабочий проект сооружения, проект производства работ и калькуляции к ним, что является залогом успеха в процессе строительства.
После такого обсуждения и утверждения технологической карты с обязательным приложением к ней калькуляции трудовых затрат и указанием номера наряда и суммы заработной платы за единицу конечной продукции всего комплекса выполняемых работ ей присваивается определенный номер. После этого карта размножается и направляется техническому отделу треста, управлению строительства комплекса, стройуправлению, а также выдается прорабу, мастеру и бригадирам-исполнителям вместе с нарядами. В случае, если изменение условий производства работ требует корректировки утвержденной карты, ее изменяют или перерабатывают только с разрешения главного инженера, который ее утвердил.
Ответственный исполнитель (производитель работ, мастер) вносит в технологическую карту данные о фактических объемах выполненных работ, трудовых затратах и составе бригад, указывая фактические сроки начала и окончания работ, а также сумму основной и дополнительной заработной платы.
В целях совершенствования технологических карт и отбора наиболее эффективных из них, применения дополнительных приспособлений и механизмов, а также повышения технико-экономических показателей на бланке карт отводится место для внесения производителем работ возникших в процессе производства работ отклонений с указанием причин, которые их вызвали. При сдаче работ смежникам (например, фундамента под монтаж клетей прокатного стана, электрического привода к ним, фундаментов под конструкции здания и т. д.) или заказчику на бланке карты проставляется соответствующая оценка их выполнения.
Заполненные технологические карты после выполнения работ передаются техническому отделу треста для учета и анализа технико-экономических показателей. Осуществляя такой анализ карты, группа ППР имеет возможность отобрать наиболее эффективные из них или внести необходимые изменения в принятую схему производства работ.
Отбор и утверждение технологических карт к широкому применению производятся только после сопоставления и анализа технико-экономических показателей, запроектированных и достигнутых в процессе производства работ. Такой анализ и отбор, например, в системе Министерства строительства предприятий тяжелой индустрии Украинской ССР, осуществляются отделами типового проектирования трестов Оргтехстрой по исполнительным технологическим картам, представляемым строительно-монтажными трестами. После отбора и корректировки технологические карты рекомендуются для повторного применения в трестах с последующей проработкой их в группах подготовки производства стройуправлений и утверждением для применения на стройке. Таким образом, в процессе повторного применения происходит очередная проверка принятых в карте решений.
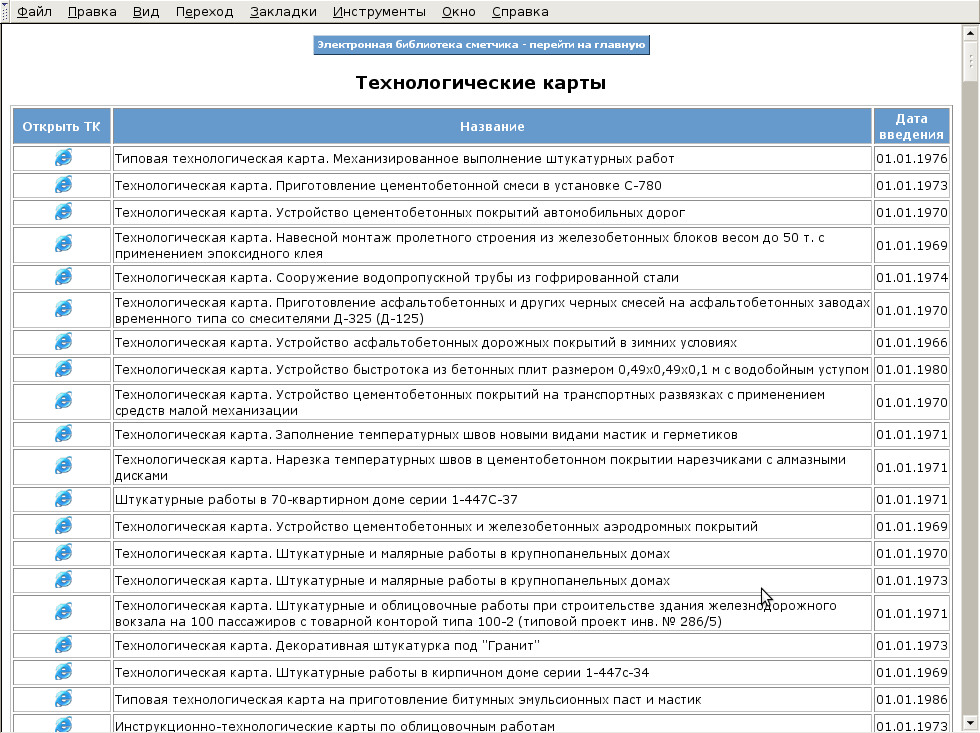
После вторичной проверки эффективности установленной технологии и обсуждения в строительном комбинате технологическая карта (в полном объеме с калькуляцией) направляется главному техническому управлению министерства, которое, привлекая ЦНИС, оргтехстрой, научно-исследовательские институты, проводит ее экспертизу и представляет руководству министерства на утверждение для массового применения на стройках республики. После этого каждой карте присваивается определенный шифр, и карты поступают в специальную библиотеку типовых технологических карт, организованную при одном из трестов Оргтехстрой. Библиотека рассылает комбинатам, трестам каталоги карт и по заявкам последних размножает карты в требуемом количестве.
Выбор технологических карт и привязка их к ППР производятся оргтехстроями или группами подготовки производства работ трестов (стройуправлений) в процессе разработки проектов производства работ с учетом конкретно сложившихся условий данной площадки объекта (размеров и компоновки объекта), имеющихся ресурсов (строительных машин, инвентаря, приспособлений и др.), а также наиболее приемлемой технологии и соответствия ее срокам исполнения, принимаемым в сетевом или генеральном графике.
На основании утвержденной карты и калькуляции трудозатрат к ней прораб или мастер выдает бригаде наряд на выполнение всей работы с установлением не только суммы заработной платы, но и премий за сокращение установленных сроков и высокое качество работ. При внедрении в производство технологических карт особое внимание должно быть обращено на своевременную подготовку работ, предусмотренных в карте, а именно, на создание необходимого запаса материалов и строительных деталей, позволяющего своевременно начать работы и вести их строго по графику, на осуществление заблаговременного монтажа и опробование строительных механизмов, обеспечение работ нужным количеством лесов, подмостей, строительным инвентарем, подведение электроэнергии, воды и т. д.
Методика составления технологических карт. При разработке технологических карт на отдельные виды работ представляется возможность, используя принципы НОТ, лучшим образом организовать строительные процессы, максимально устранить ручной труд и с помощью механизмов, инвентаря, приспособлений, инструмента достичь наибольшей эффективности в выполнении строительных и монтажных работ.
Использование технологических карт значительно упрощает разработку проектов производства работ на строительство заданного объекта. Отбирая соответствующие карты, можно найти наиболее экономичные решения для выполнения тех или иных работ как с точки зрения взаимоувязки отдельных производственных процессов, так и бюджета времени, необходимого для определения сроков 'Строительства, предусмотренных в генеральном, календарном или сетевом графиках. Поэтому при разработке технологических карт методика выбора механизмов, приспособлений, инвентаря и способов производства работ с их техникоэкономическим анализом представляет значительный интерес.
Рассмотрим основные разделы технологической карты.
I. Технологическая схема. Она включает в себя выкопировку из генплана или конструктивной схемы здания (сооружения) с разбивкой ее на узлы, захватки, ярусы или из планов инженерных коммуникаций с указанием их размеров и кратких характеристик. На выкопировке показывают схемы размещения строительных машин, площадок для укрупвительной сборки монтажных узлов и других устройств, связанных с производством работ. Технологическая схема на данный конкретный вид работы должна отображать последовательность и основные принципы организации труда всех операций, входящих в состав рассматриваемой работы. Например, при укладке бетонной смеси в конструкцию должны быть указаны способы ее приема и перегрузки в средства внутриплощадочного транспорта, доставки смеси к месту работ, разгрузки и укладки смеси в конструкцию с уплотнением. Предположим, нужно подать бетонную смесь в фундамент обжимной клети листопрокатного стана. При наличии транспортеров схема может быть такой: от бетонного завода к строительной площадке бетонная смесь доставляется в автосамосвалах, затем она попадает в перегрузочный вибробункер для подачи на ленту транспортера и последним при помощи двухбарабанной сбрасывающей тележки с вибролотком подается к месту укладки. Разравнивание и уплотнение смеси осуществляются с помощью вибратора.
Может быть и другая схема подачи бетонной смеси, например, с помощью передвижной эстакады, бетононасоса или каким-либо другим способом. Поэтому на один и тот же вид работы может быть разработано несколько технологических схем в зависимости от объема и запроектированной интенсивности работ, используемых механизмов и т. д.
Технологическая схема разрабатывается в полной увязке с картой организации труда, если она имеется.
На основании рабочих чертежей данного сооружения, а если это типовой проект, то по рабочей документации, для целого ряда возводимых типовых сооружений разрабатываются технологические схемы выполнения отдельных видов работ (процессов).
Технологическая схема является основным стержнем карты, на основе которой разрабатываются все элементы, составляющие технологическую карту. На схеме показываются расстановка строительных механизмов (направление их движения и места стоянок), транспортных средств и бригад, рабочих зон, складирование материалов и укрупнение конструкций, разбивка сооружения на участки работ, захватки и ярусы.
Размещение механизмов и направление их движения следует вести с учетом отобранных и апробированных на стройках типовых схем комплексной механизации строительно-монтажных работ, включающих в себя не только комплекты машин, но и состав обслуживающего их персонала, указания и последовательность выполнения операций и технико-экономические показатели.
Последовательность и направление работ в технологических схемах следует принимать с учетом карт организации труда и других материалов о передовом опыте. При размещении зон складирования изделий, полуфабрикатов, материалов необходимо учитывать возможность свободного прохода принятого внутриплощадочного транспорта, удобства разгрузки и дальнейшего производства работ (монтаж с минимальным количеством стоянок). Зоны складирования материалов должны обеспечивать бесперебойную и ритмичную работу. При этом не следует забывать, что генеральным графиком может быть предусмотрено совмещение нескольких видов работ.
Место и порядок раскладки конструкций выбираются таким образом, чтобы обеспечить их установку монтажными механизмами в проектное положение без промежуточного складирования.
Иа технологических картах (69—72, 73—76) показываются варианты размещения вспомогательных устройств, лесов, подмостей и других приспособлений, приводятся технологические схемы монтажа сборных железобетонных колонн унифицированной ячейки размером промышленного здания 72x72 м с указанием направления движения монтажных кранов в первом варианте пневмоколесного крана К-161 и во втором — гусеничного крана СКГ-30, транспортных средств (тягач МАЗ-200 с полуприцепом УПП-16), подающих конструкции в зону складирования и монтажа.
II. Указания по технологии производственного процесса. Технологическая последовательность выполнения операций составляется с учетом указаний строительных норм и правил (СНиП) в части технических условий и правил производства работ, а также достижений НОТ. В этом разделе приводятся данные о необходимой технической готовности предшествующих работ для выполнения процесса, разрабатываемого технологической картой, а также о составе подготовительных работ.
Так, например, на технологической карте монтажа сборных железобетонных конструкций ^олонн) промышленного одноэтажного цеха с крановой нагрузкой следует указать на .необходимость предварительного возведения (до начала монтажа) фундаментов под каркас здания и обратной засыпки грунта в их пазухи. В зависимости от объемов работ, глубины заложения фундаментов под оборудование и принятой технологической последовательности выполнения работ часто до начала монтажа колонн такого типа здания принимается решение выполнить весь нулевой цикл вплоть до устройства каналов и подготовки под полы в пролетах здания.
Технологическая карта монтажа железобетонных колонн одноэтажного промышленного здания (первый вариант)

II. Основные указания по монтажу колонн
1. Техническая готовность предшествующих работ к монтажу колонн
До начала монтажа колонн должны быть закончены следующие работы: устройство и выверка фундаментов, подливка дна стаканов фундаментов до проектных отметок должна иметь не менее 50% проектной прочности; устройство внешнего временного освещения; устройство подготовки под полы; нанесение краской рисок разбивочных осей на фундаментах; геодезическая съемка и оформление акта приемки фундаментов с исполнительной схемой. Допустимые отклонения от проекта: по внутренним размерам стакана фундамента ±20 мм; по смещению осей стаканов от разбивочных осей здания ±10 мм; по отметке дна стакана —20 мм.
2. Способ и последовательность выполнения основных процессов
A. Транспортирование колонн осуществляется тягачом МАЗ-200В на полуприцепе УПП-16; разгрузка — монтажным краном К-161 на вылете 4,5 м (длина стрелы Юм) с помощью 4-ветвевого стропа с раскладкой 14 колонн для двух рядов на шпальные подкладки у мест установки.
Б. Строповка для монтажа выполняется в надконсольной части полуавтоматическим стропом. Подъем и установка производятся краном К-161 методом горизонтального поворота стрелы (вылет 4,5 м). Выверка и временное закрепление осуществляются с помощью телескопических подкосов и клиньев. Расстроповка производится путем выдергивания запорного штыря с помощью шнура. Проектное положение колонны в плане регулируется клиньями, по вертикали — изменением длины подкосов и определяется двумя теодолитами по рискам, нанесенным в двух взаимно перпендикулярных осях в верхнем и нижнем сечениях колонны.
B. К замоноличиванию приступают после установки не менее одного ряда колонн. Бетон марки «200» подвозится автосамосвалом и выгружается в ящики с последующей перевозкой тачками к стыкам. Укладка бетона производится вручную, уплотнение — вибратором И-116 с удлинением для труднодоступных мест.
III. Указания по технике безопасности
1. Зону монтажа необходимо оградить.
2. Не разрешается применение не предусмотренных картой и неиспытанных приспособлений.
3. Запрещается использовать расстроповочный шнур в качестве оттяжки.
4. Подкосы снимаются после достижения бетоном в стыках не менее 50% проектной прочности.
5. Не допускается очищать поднятый кузов, находясь в нем или стоя на колесе.
6. Вибратор и кожух рубильника заземлить.
IV. График монтажа колонн

V. Таблица принятого количества рабочих

VI а. Конструкции и материалы

VI б. Машины и электроинструмент

VI в. Инвентарь и приспособления


VII. Указания по технической приемке работ
При приемке работ проверяются следующие допуски на монтаж колонн одноэтажных производственных зданий: смещение осей колонн в нижнем сечении относительно разбивочных осей ±5 мм; отклонение осей колонн от вертикали в верхнем сечении (при высоте колонн до 15 м) ±15 мм; отклонение отметок опорных площадок оголовка ±10 мм.
VIII. Технико-экономические показатели

Технологическая карта монтажа железобетонных колонн одноэтажного промышленного здания (второй вариант)

II. Основные указания по монтажу колонн
1. Техническая готовность предшествующих работ к монтажу колонн
До начала монтажа колонн должны быть закончены следующие работы: устройство и выверка фундаментов; подливка дна стаканов фундаментов до проектных отметок должна иметь не менее 50% проектной прочности; устройство внешнего временного освещения; устройство подготовки под полы; нанесение краской рисок разбивочных осей на фундаментах; геодезическая съемка и оформление акта приемки фундаментов с исполнительной схемой. Допустимые отклонения от проекта: по внутренним размерам стакана фундамента ±20 жж; по смещению осей стаканов от разбивочных осей здания ±10 жж; по отметке дна стакана — 20 жж.
2. Способ и последовательность выполнения основных процессов
A. Транспортирование колонн осуществляется тягачом МАЗ-20ОВ на полуприцепе УПП-16; разгрузка — монтажным краном СКХ-30 на вылете 9 ж (длина стрелы 20 ж) с помощью 4-ветвевого стропа с раскладкой 14 колонн для двух рядов на шпальные подкладки у мест установки.-
Б. Строповка для монтажа выполняется в надконсольной части траверсой со штыревым полуавтоматическим захватом. Подъем и установка производятся краном СКГ-30 методом горизонтального поворота стрелы (вылет 9 ж). Выверка и временное закрепление осуществляются с помощью кондуктора, закрепляемого ка стакане фундамента. Расстроповка производится путем выдергивания фиксатора шнуром. Проектное положение колонны определяется двумя теодолитами по рискам, нанесенным в двух взаимно перпендикулярных осях в верхнем и нижнем сечениях колонны.
B. К замоноличиванию приступают после установки не менее одного ряда колонн. Бетон марки «200» подвозится автосамосвалом и выгружается в ящики с последующей перевозкой тачками к стыкам. Укладка бетона производится вручную, уплотнение — вибратором И-116 с удлинителем для труднодоступных мест.
III. Указания по технике безопасности
1. Зону монтажа необходимо оградить.
2. Не разрешается применение не предусмотренных картой и неиспытанных приспособлений.
3. Запрещается использовать расстроповочный шнур в качестве оттяжки.
4. Кондукторы снимаются после достижения бетоном в стыках не менее 50% проектной прочности.
5. Не допускается очищать поднятый кузов, находясь в нем или стоя на колесе.
6. Вибратор и кожух рубильника заземлить.
IV. График монтажа колонн

V. Таблица принятого количества рабочих

VI а. Конструкции и материалы

VI б. Машины и электроинструмент

VI в. Инвентарь и приспособления


VII. Указания по технической приемке работ
При приемке работ проверяются следующие допуски на монтаж колонн-одноэтажных производственных зданий: смещение осей колонн в нижнем сечении относительно разбивочных осей ±5 мм; отклонение осей колонн от вертикали в верхнем сечении (при высоте колонн до 15 м) ±15 мм; отклонение отметок опорных площадок оголовка ±10 мм.
VIII. Технико-экономические показатели

Поэтому в этом разделе определяются не только очередность и объем выполнения подготовительных работ, производимых до начала монтажа, но и устанавливаются основные технические требования, предъявляемые к фундаментам под колонны, а также допуски в части горизонтальных и вертикальных привязок к осям, реперам и др.
В технологической карте оговаривается, что до начала монтажа колонн фундаменты передаются исполнителям монтирующей организации (участку) по акту с нанесением в установленном порядке на фундаменте рисок осей и отметок, определяющих его фактическое положение в плане и по вертикали. При наличии отклонений от проекта указывается их величина с нанесением фактического положения осей на фундаменте и закрепление их несмываемой краской.
Здесь же обычно устанавливаются состав и последовательность выполнения основных операций рассматриваемого процесса, принципиальные указания о методах производства работ и способах транспортировки материалов, конструкций, полуфабрикатов и оборудования. Например, на схеме организации рабочего места должно быть указано, что сборные железобетонные колонны доставляются к месту их монтажа (в зону складирования) на полуприцепе УПП-16 с тягачом МАЗ-200 и раскладываются согласно схеме, приведенной в технологической карте (стр. 69—72) в количествах, обеспечивающих темп работ, принятый картой.
Раскладка колонн осуществляется с помощью монтажного крана.
Состав -строительного процесса и последовательность выполнения принимают в соответствии с ЕНиР и учетом передового опыта по карте организации труда.
Так, монтаж сборных железобетонных колонн осуществляется методом поворота стрелы краном К-161 грузоподъемностью до Юти вылетом стрелы 4,5 м.
До начала монтажа на колонну наносят оси, если они не нанесены заводом-изготовителем. Строповка производится в над-консольной части полуавтоматическим стропом. Затем с помощью стропов и крана колонна устанавливается в башмак фундамента. Предварительно она выверяется с помощью отвесов по вертикали и переносных винтовых домкратов, рихтуется по рискам в плане. После этого производится временное крепление с помощью инвентарных металлических подкосов с хомутами.
Положение колонны в плане фиксируется с помощью клиньев, которые до отказа не забиваются для возможности последующей выверки. Рихтовка и выверка с помощью теодолита установленной колонны осуществляются после ее надежного закрепления.
Окончательная выверка колонн по вертикали производится с помощью теодолита. Регулировка отклонений осей колонн от вертикали выполняется путем изменения длины подкосов. Рихтовка в плане осуществляется домкратами. После окончательной выверки колонны клинья забивают до отказа, а затем приступают к замоноличиванию. В карте приводятся способ и последовательность замоноличивания стыков, указывается, что подкосы, фиксирующие положение колонны по вертикали, снимаются при достижении бетона в стыках 50-процентной проектной прочности и др.
Затем даются указания, на каком этапе и какие следует производить геодезические работы (разбивки и привязки или контрольные проверки), а также перечень скрытых работ, подлежащих актированию. Для четкой организации труда в бригаде при разработке карт трудовых процессов следует разграничивать обязанности между исполнителями по выполнению операций, а также давать принципиальные указания по организации труда.
III. Указания по технике безопасности. Они должны отражать основные конкретные указания для данного вида работ по безопасному их выполнению. При изложении указаний следует помнить, что производственный травматизм возникает не только от недостаточно продуманных мероприятий по технике безопасности, но и по технологическим причинам. Поэтому необходимо особо оговаривать опасные места и предупреждать об этом ис-. полнителей.
IV. График выполнения строительных процессов. Этот график устанавливает подробный перечень операций в порядке их технологической последовательности, объем работ по каждой операции, количество рабочих по профессии и разрядам, трудоемкость, сроки начала и окончания работ, обычно совпадающие со сроками генерального или сетевого графика. График составляется на комплексные процессы по видам работ с их разбивкой на отдельные циклы в технологической последовательности (по ЕНиР или карте организации труда). В графике приводятся объем работ, трудоемкость, состав звена, бригады с учетом выполнения прогрессивных норм, основанных на передовом опыте и местных нормах, установленных НИС, продолжительность каждого процесса.
Объем работ определяется по рабочим чертежам. График монтажа сборных железобетонных колонн приведен в технологической карте на стр. 69—72.
V. Таблица принятого количества рабочих по профессии и разрядам. Она определяется в соответствии с графиком выполнения строительного процесса с учетом состава звеньев. Для данного рассматриваемого случая в соответствии с графиком технологической карты потребуется 6 рабочих.
VI. Таблица потребности материально-технических ресурсов. Расчет потребности материально-технических ресурсов производится по рабочим чертежам, принятым схемам и графикам производства работ, запроектированным в технологической карте. В таблице указываются потребное количество монтажных элементов, комплектно по маркам, (включаемым в монтажные блоки, и потребность вспомогательных и эксплуатационных материалов, а также энергоресурсов.
Количество основных материальных ресурсов для рассматриваемого случая приведено в технологической карте на стр. 69— 72. В соответствии с графиком выполнения строительного процесса и таблицей потребности материально-технических ресурсов назначаются сроки поставки их по недельно-суточному графику с учетом необходимого опережения с целью создания гарантийного запаса, обеспечивающего непрерывность производственных циклов.
Доставка бетона для замоноличивания предусматривается в часы его потребления и производится по команде диспетчера треста.
VII. Таблицы потребности механизмов и инвентаря. Особый интерес при установлении рациональной технологии строительного процесса представляет выбор комплекта строительных машин путем технико-экономического сравнения вариантов с учетом веса и размеров конструкций, размеров и конфигурации строящегося сооружения и т. д.
Так, на основании этих данных определяется техническая характеристика крана — грузоподъемность, вылет стрелы и высота подъема.
Обычно технологическая карта разрабатывается на один монтажный механизм.
Например, на строительстве жилых зданий по технологическим правилам треста Запорожстрой на один башенный кран с определенным комплектом приспособлений и инвентаря предусматривается монтаж 14 тыс. м2 жилья в год.
Для выполнения работ по рассматриваемой технологической карте в соответствии с принятой схемой работ данные потребности в механизмах, приспособлениях и инвентаре приведены в соответствующих таблицах карты (стр. 69—72).
VIII. Указания по технической приемке работ. Эти указания содержат в себе основные правила приемки законченных работ с определением нормативных допусков для возможности оценки качества по методике, изложенной в СНиП III-B.3—62. Например, для монтажа колонн промышленного одноэтажного здания с крановыми нагрузками для рассматриваемого случая установлены следующие допуски:
смещение осей колонн в нижнем сечении относительно раз-бивочных осей +5 мм;
отклонение осей колонн от вертикали в верхнем сечении при высоте колонны до 15 м +(-)15 мм;
отклонение отметок опорных площадок оголовка +10 мм.
IX. Калькуляция трудовых затрат. Она охватывает только те производственные процессы, которые включены в технологическую карту. Следовательно, наряды рабочим, выписанные на основании этих калькуляций, являются залогом точности соблюдения запроектированной технологии.
Калькуляция для рассматриваемой технологической карты приводится в табл. 1.
X. Технико-экономические показатели на объем работ. В этом разделе технологической карты приводятся нормативные и принятые показатели, определяющие эффективность запроектированного метода работ. Кроме того, в нем предусматривается графа фактических показателей, заполняемая на стадии внедрения карты с целью исследования и отбора наиболее рациональных карт.
Обычно для этой цели принимаются следующие показатели: трудоемкость на объем работ по карте и на единицу конечной продукции, выработка на одного рабочего в смену в натуральном измерителе, затраты машино-смен, заработная плата за выполненный объем работ и расход эяергоресурсов.
В рассматриваемой технологической карте трудоемкость 141,76 ж3 монтажа колонн в объеме по калькуляции составляет: нормативная — 73,82 чел.-дня, или 516,79 чел.-часа, и принятая— 61,04 чел.-дня, или 427 чел.-часов.
Таким образом, нормативная трудоемкость монтажа колонн, отнесенная к единице измерения конечной продукции, составит

Трудоемкость работ по технологической карте составляет

Нормативная выработка одного рабочего в смену в натуральном выражении определится отношением объема работ конечной продукции к суммарной трудоемкости на весь объем или


Затраты машино-смен на весь объем работ по нормам составляют 14,9; по технологической карте—12,5 машино-смен.
Калькуляция трудовых затрат

Заработная плата, рассчитанная по ЕНиР, составляет на весь объем работ по карте — 235,93 руб. на единицу конечной продукции

Нормативная и фактическая зарплата совпадает, так как о;на определяется только по ЕНиР или утвержденным местным нормам (табл. 2).
Технико-экономические показатели технологических карт в значительной степени зависят от степени механизации основных и вспомогательных работ. Придавая важное значение этому вопросу, рассмотрим методику выбора оптимального комплекта строительных машин для технологической карты.
Технико-экономические показатели на весь объем работ