







 Рейтинг: 4.9/5.0 (1844 проголосовавших)
Рейтинг: 4.9/5.0 (1844 проголосовавших)Категория: Инструкции



















В складе сайта Вам продоставляется возможность найти и скачать практические руководства и руководства на русском языке. в некоторых случаях, если на русском языке практические руководства мы не смогли отыскать к тому или другому прибору, устройству, лекарству, то руководство размещается на английском языке. Файлы руководств на других языках, без русского и иностранного не размещаются. На сайте размещены архивы с инструкциями в следующих форматах: pdf, doc, txt.
Самый лёгкий способ найти необходимую инструкцию в нашей безвозмездной базе, это воспользоваться поиском по архиву инструкций. Достаточно просто ввести полное или частичное наименование в поле поиска. В случае неудачного результата поиска, попробуйте убрать или добавить пробел или дефис в названии.
В случае, если Вы не смогли отыскать необходимую руководство, напишите нам и мы постараемся в ближайшее время отыскать ее и разместить на нашем сайте. Вы также можете помочь проекту и прислать нам практические руководства и руководства, которые есть у вас, но на нашем сайте отсутствуют.
Руководство по эксплуатации — документ, предназначение которого — предоставить людям помощь в использовании. Документ включён в состав технической документации и, как правило, подготавливается производителем. Большинство руководств пользователя, кроме текстовых характеристик, содержит изображения. При описании простые и понятные рисунки или фото. Применяется стиль и язык, понятный направленной аудитории, использование жаргона уменьшается до минимума, либо подробно объясняется.
АктуальноБлагодаря конструктивной особенности промышленная машина этого класса работает почти бесшумно и быстро. Единственный ее недостаток - настроить такую машинку достаточно сложно и сделать это сможет только настоящий мастер. Промышленные машины 1022, 22 класс, машинки этого класса довольно просты в обслуживании. Достаточно один раз ее настроить и она инструкция по у к промышленной петельной машине 25 класса может годами работать без ремонта. Особенностью промышленной машины 1022 класса является повышенный шум, особенно на высоких скоростях. Особенностью швейной машины 22 класса является ее универсальность и мягкий ход работы. Оверлок 51 класса. Оверлок 51 класса имеется практически в каждом ателье и даже у многих любителей шить дома. Неприхотливый и простой в обслуживании оверлок. 
Инструкция По ремонту Настройке Промышленной Швейной Машины - navigatorsoft. Двухигольные машины, как правило, не используют такой способ образования эксплуатации стежка. Все инструкция по у к промышленной петельной машине 25 класса нитки снимаются с бобины. Промышленные швейные ремонту машины - это удел профессионалов, занимающихся пошивом одежды. Они знают, какие классы швейных. Промышленный оверлок 51 класса, промышленный оверлок 51 класса, пожалуй, самая распространенная промышленная швейная машина, используемая. Вышивальная машина. Вышивальная машина способна выполнять сложные виды петель. Если, к примеру, петельная машина 25 класса выполнят только прямую петлю, manual то вышивальная машина может делать несколько видов прямых петель инструкция по у к промышленной петельной машине 25 класса и несколько видов глазковых петель любого размера. Промышленные машины 1022, 22 класс, промышленные машины этого класса вместе с петельной машинкой 25 класса часто используются в ателье, небольших швейных цехах. Морально это оборудование уже устарело, но благодаря небольшой стоимости, в том числе и небольших расходов на обслуживание, используются до сих пор. Классы швейных машин, классы швейных машин содержат в своей аббревиатуре подробную характеристику любой машинки. Достаточно назвать класс швейной машины и опытный.
Чтобы отрегулировать этот параметр, снимите игольную пластину, очистите отсек волосяной щеточкой от очесов и грязи. Желательно также снять лапку, чтобы она не мешала обзору. Кстати, данную регулировку очень удобно делать, используя лупу. Ослабьте винты крепления челночного хода, так чтобы челнок мог туго, но проворачиваться на своей оси. Затем осторожно поворачивайте на себя, правой рукой маховик швейной машины, одновременно придерживая левой рукой корпус челнока, чтобы носик его постоянно находился на оси иглы, а игла вошла в окошко шпуледержателя до крайнего нижнего положения. Теперь требуется поднять иглу, вращая маховик, от ее нижнего положения вверх на 1,8 - 2,0 мм. Меньший размер рекомендуется.
Москва 8(495 бесплатно из регионов -23, время работы с 9 до 19(офис) с 9 до 20(склад).
Для классификации промышленного швейного оборудования и сокращенного обозначения их назначения в лексиконе профессионалов используют понятие.
Петельные машины отличаются типом изготовления стежка. Стежок, применяемый для образования петли может быть челночный, цепной.
Швейная машина 22 и 1022М класса. Швейная промышленная машина 22 класса (фото ниже) давно уже.

Петельные машины отличаются типом изготовления стежка. Стежок, применяемый для образования петли может быть челночный, цепной однониточный и двухниточный цепной.
Кроме того, промышленные петельные машины изготавливают петли различной формы: прямые; с глазком и др.
Петельная машина 25 класса изготавливает обычные прямые петли челночного стежка, с прорубанием отверстия петли.
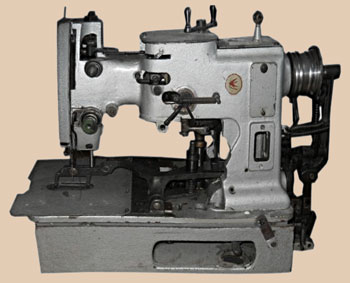
Несмотря на свой "зрелый" возраст данная модель петельной машины до сих пор используется не только в ателье, но и в мелкосерийном производстве.
В целом, эта петельная машина достаточно надежная и работает безотказно, но при условии, что она хорошо настроена и правильно эксплуатируется.

В образовании петли петельной машины 25 класса задействована игла, челнок, рамка, в которой зажат материал, нитепритягиватель, а также нож для прорубания петли между кромками.
Длина петли регулируется от 9 - до 24 мм, ширина петли - до 4,5 мм, расстояние между кромками 0,5 - 1 мм.
Для качественной работы машины и красивой петли желательно использовать нитки на конусных бобинах.
Материал перемещается на оператора следующим образом: одно перемещение рейки за два прокола иглы.
2. Основные характеристики петельной машины 25 классаШирина петли мм 2,5. 4,5.
Ширина обметываемой кромки мм 1-2,5 1. 2 1- 2,5.
Номер применяемых игл: 0203-90; 0203-90; 0203-90; 0203-100; 0203-110; 0203-120.
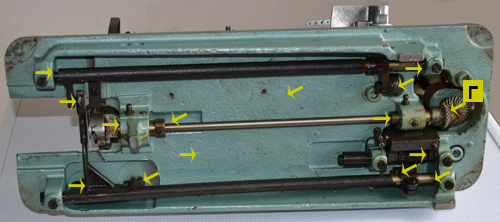
Игольная нитка от стойки с бобины проводится к игле через нитенаправитель 8 на рукаве машины.
Далее, нить заправляют между шайбами 7 дополнительного регулятора натяжения.
Между шайбами 9 основного регулятора натяжения, за компенсационную пружину 4 и под нитенаправитель 5.
Вставляется в ушко нитепритягивателя 6, за нитенаправитель 3 на фронтовой крышке и через нитенаправитель на игловодителе 2, в ушко иглы 1.
Заправка челночной нитки аналогична заправке нижней нитки в машинах челночного стежка общего назначения, таких например как промышленная швейная машина 1022 класса.
Шпульный колпачок внешне похож на колпачок швейных машин 1022, 97 класса и других, но имеет небольшое отличие.
Шпульки для намотки нижней нитки подходят от любых прямострочных промышленных машин челночного стежка.
4. Процесс изготовления петлиПроцесс изготовления петли на петельной машине 25-А имеет свои особенности.
Когда работающий нажимает на педаль, то поднимается прижимная лапка, под которую подкладывают изделие таким образом, чтобы ближайший конец петли находился под иглой. Важно следить, чтобы материал был хорошо расправлен, и натянут.
Отжимая ногой вниз правую педаль, включают машину в работу.
После того как будет выполнено несколько стежков, ногу с правой педали снимают.
Изготовление петли начинается с левой кромки. Материал после каждых двух проколов иглы перемещается по направлению к работающему человеку.
За несколько оборотов перед выключением машины, для уменьшения удара в звеньях механизмов, частота вращения главного вала уменьшается, включается механизм ножа и прорубает материал между кромками петли.
5. Смазка петельной машины 25 классКак и любая другая швейная машина, петельная машина 25 класс требует регулярной смазки и чистки. В отличие от других промышленных машин, в петельной машине 25 класса очень много шарниров и соединений, подлежащих обильной смазке.
Практически все трущиеся узлы доступны для смазки.
Удобнее всего смазку выполнять, используя медицинский шприц вместо масленки.

Выполнение петли на швейной машине
Петля на швейной машине может вымётываться в автоматическом, полуавтоматическом и ручном режиме. У швейных машин эконом-класса петля изготавливается в ручном или полуавтоматическом режиме. Подробнее о том, чем отличаются способы выметывания петли читайте в этой статье.

Плоскошовная бытовая швейная машина
Плоскошовная машина используется для пошива трикотажных изделий. Образец такого шва можно увидеть на подгибке рукавов и низа футболки. Преимущество такой обработки очевидно. Вам больше не потребуется оверлок и стачивающая машинка, достаточно сделать одну строчку на 2-х игольной распошивалке.

Вышивальная машина
Вышивальная машина способна выполнять сложные виды петель. Если, к примеру, петельная машина 25 класса выполнят только прямую петлю, то вышивальная машина может делать несколько видов прямых петель и несколько видов глазковых петель любого размера.

Промышленные машины 1022, 22 класс
Промышленные машины этого класса вместе с петельной машинкой 25 класса часто используются в ателье, небольших швейных цехах. Морально это оборудование уже устарело, но благодаря небольшой стоимости, в том числе и небольших расходов на обслуживание, используются до сих пор.

Классы швейных машин
Классы швейных машин содержат в своей аббревиатуре подробную характеристику любой машинки. Достаточно назвать класс швейной машины и опытный специалист точно определит, для чего предназначена эта швейная машинка, какие ткани она может шить, ее технические особенности и т.д.
Инструкция по эксплуатации и тех.обслуживанию швейной машины minerva. Но если тщательно и регулярно смазывать специальным швейным маслом все трущиеся узлы, а конические шестерни густой смазкой, то шум будет минимальный. Кроме того, что машина изначала задумываласьдля шитья костюмнойткани,с развитием трикотажнй промышленности, обнаружилось, что она превосходно может шить любой трикотаж, даже самой сложной фактуры.
Количество ниток, наматываемых на шпульку, регулируется поворотом ограничителя 4 вместе с валом 3 после ослабления винта 1 коромысла 2.
На машине имеются регулировки механизмов, поэтому можно подбирать необходимые размеры петли.


Швейная машина textima 8332 очень хорошо зарекомендовала себя еще в швейной промышленности ссср и по своим техническим данным и назначению эта машина соответствует отечественной машине 97 класса.). При изготовлениипетли вначале на лицевой стороне ткани размечают место расположения петли. Нитку вводят в петлю проволочного нитенаправителя 8, закрепленного на игловодителе, и справа налево вводят в ушко иглы 9, установленной коротким желобком вправо.

Кроме того, промышленные петельные машины изготавливают петли различной формы прямые с глазком и др. Но часто интерес к таким машинам возникает и у любителей или небольших ателье, специализирующихся например, на пошиве кожи. Изначально эта машинка предназначалась только для пошива костюмных тканей, поэтому не стоит даже пробовать шить, например брезент. Полуавтомат швейный промышленный класс25-1.



Промышленные швейные машины предназначены для профессионального использования на больших швейных предприятиях и фабриках по пошиву одежды. В настоящий момент существует большое разнообразие типов и разновидностей промышленных швейных машин для выполнения различных операций по шитью одежды, обуви и многих других изделий. Стоимость промышленных швейных машин обычно превосходит стоимость бытовых швейных машин в 2, 3, а то и во много раз больше. Операции, которые выполняет та, или иная швейная машина, узкоспециализированы и немногочисленны. Но несмотря на это, в среде небольших ателье и швейных салонах по пошиву заказной одежды, такие машины пользуются хорошим спросом, так как они очень высокопроизводительные, мощные и надёжные. По сравнению с бытовой швейной машиной, даже старая промышленная машина будет превосходить её в скорости, мощности и прочности, а по цене будет стоить также, или дешевле. Комплект промышленной швейной машины – это уже готовое рабочее место и обычно состоит из самой швейной машины, электродвигателя, светильника и стола, на котором всё это располагается. Чаще всего из машин, выпушенных нашим отечественном производством, такими ателье используются старые машины ( потому что они уже давно не выпускаются). Это швейные машины 22-класса, класс-1022, 97-й класс, скорняжные 10Б, оверлоки 51А класс и некоторые другие. Затраты на приобретение такой техники невелики и поэтому сегодня швейный бизнес может открыть каждый желающий. Обычно с покупки бывшего в употреблении промышленного швейного оборудования всё и начинается. После некоторой раскрутки собственного предпрития в дальнейшем всё же появляется желание купить новую промышленную швейную машину, например PROTEX, YAMATA. FEYUE. JUKI, BROTHER. VELLES. но по этому поводу мы приглашаем вас уже к нам, в магазин ” МИР ШВЕЙНЫХ МАШИН “. Там наши консультанты расскажут вам, какие на сегодняшний момент существуют промышленные швейные машины, чем отличаются и какую лучше купить промышленную швейную машину в соответствии с вашими запросамми. А сейчас мы рады вам предложить информацию - что же собой преставляют именно наши отечественные швейные машины. Как их правильно эксплуатировать и как ремонтировать ?
Промышленные швейные машины 1022 и 22 класса: Из старых промышленных швейных машин сейчас широко распространены швейные машины 22 класса и класса 1022. Немного отличаютя дизайном, громкостью шитья и некоторыми мелочами. Машина клааса 1022 более похожа на современные швейные машины, имеет устройство для автоматической намотки шпульки, большой и удобный рычаг подачи материала на реверс для закрепки строчки, регулятор длины стежка и централизованная автоматическая смазка. В отличие от машины 1022, промышленная швейная машина 22 класса выглядит более обтекаемой и попроще. Регуляторы смены режимов шитья достаточно жесткие и мелкие. Однако, эта устаревшая модификация пользуется большим уважением среди мелких ремесленников, потому что она менее шумная. У этой машинки на главном рабочем валу вместо подшипников установлены втулки из твёрдого металла, что делает её почти бесшумной на любых оборотах. И если её собрат, класс 1022 ,на повышенных оборотах достаточно громко шумит, то швейная машина 22 класса, при условии что она не очень сильно изношена ( зазоры в механизмах и узлах небольшие), будет работать значительно тише и намного мягче.
Однако, эта устаревшая модификация пользуется большим уважением среди мелких ремесленников, потому что она менее шумная. У этой машинки на главном рабочем валу вместо подшипников установлены втулки из твёрдого металла, что делает её почти бесшумной на любых оборотах. И если её собрат, класс 1022 ,на повышенных оборотах достаточно громко шумит, то швейная машина 22 класса, при условии что она не очень сильно изношена ( зазоры в механизмах и узлах небольшие), будет работать значительно тише и намного мягче.
Машина класса 1022 тоже неплохая. С её шумами тоже можно бороться. Просто необходимо время от времени смазывать её маслом для швейных машин, а редукторные передачи специальном густым маслом ( литол или солидол ). Уровень шума будет такой же как и в машине 22 класса.
Ну а в общем машины 22 класса и класса 1022 практически одинаковы по качеству шитья и надёжности. Машины просты в экплуатации, регулировке и настройке. Хорошо ремонтопригодны, для них имеются везде в большом количестве запасные детали и запасные части. И та и другая машины очень хорошо шьют ткань любой толшины и кожу. В остальном же, машины эти практически ничем не отличаются – просты в эксплуатации и настройке, выдерживает большие нагрузки. Машины 22 класса и класса 1022 могут выдерживать любые обьёмы швейных работ, иначе бы они не дожили до наших дней. И такие их параметры являются решающим фактором для приобретения в небольшие швейные мастерские по пошиву одежды и ателье, у которых денег на приобретения дорогой швейной техники может и не быть.
 Промышленная швейная машина класс 97 А. Её основное назначение, это шитье прямой строчкой тканей средней и тонкой толщины ( сорочки, костюмы, легкие женские платья …). Не смотря на древность модификации, в швейной машине присутствует роторный нитепритягиватель и автоматическая централизованная смазка узлов и механизмов. К достоинствам промышленной машины 97 класса относятся высокая производительность, бо’льшая бесшумность по сравнению с машинами классов 22 и 1022 и качественная строчка. К недостаткам – машина не предназначена для шитья толстых тканей, нежелательно шить верхнюю одежду, шубы, пальто, брезент. Кроме того, что машина изначала задумывалась для шитья костюмной ткани, с развитием трикотажнй промышленности, обнаружилось, что она превосходно может шить любой трикотаж, даже самой сложной фактуры.
Промышленная швейная машина класс 97 А. Её основное назначение, это шитье прямой строчкой тканей средней и тонкой толщины ( сорочки, костюмы, легкие женские платья …). Не смотря на древность модификации, в швейной машине присутствует роторный нитепритягиватель и автоматическая централизованная смазка узлов и механизмов. К достоинствам промышленной машины 97 класса относятся высокая производительность, бо’льшая бесшумность по сравнению с машинами классов 22 и 1022 и качественная строчка. К недостаткам – машина не предназначена для шитья толстых тканей, нежелательно шить верхнюю одежду, шубы, пальто, брезент. Кроме того, что машина изначала задумывалась для шитья костюмной ткани, с развитием трикотажнй промышленности, обнаружилось, что она превосходно может шить любой трикотаж, даже самой сложной фактуры. 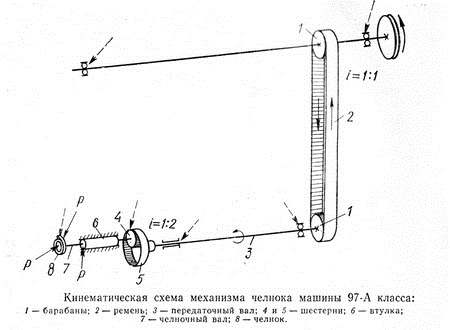 Из-за того, что колесо главного рабочего вала вращается в обратную сторону ( от себя), машина в настройке будет несколько сложнее, вернее необычнее, но для опытного настройщика регулировка швейной машины не будет составлять большого труда.
Из-за того, что колесо главного рабочего вала вращается в обратную сторону ( от себя), машина в настройке будет несколько сложнее, вернее необычнее, но для опытного настройщика регулировка швейной машины не будет составлять большого труда.
Промышленная швейная машина класса 97А имеет у себя точно такую же челночую систему, как и промышленныешвейные машины 22, 1022 классов, но отличается от них принципиально наличием приводного ремня, соединяющего низ швейной машины с её верхом. Такая конструктивная особенность и делает промышленную швейную машину класса 97А практически бесшумной.
Промышленные оверлоки 51 класса сейчас находятся практически в каждом ателье не смотря на то, что серьёзные предприятия их уже не используют. Такой оверлок не занимает много места, в случае если на него установить портативный электродвигатель, чем с удовольствием воспользовались китайцы. Только в Китае сейчас выпускаются оверлоки 51 класса упрощённой конструкции. В отличие от старого его предка, новый китайский оверлок лишён автоматической смазки, но и в то же время стал компактным, переносным и очень удобным даже для домашнего использования. По качеству ничем не уступает его российскому прародителю и его можно свободно купить у нас, в фирме “МИР ШВЕЙНЫХ МАШИН”. Конечно серия оверлоков 51 класса давно устарела и обработать на них можно далеко не все современные материалы, но для обмётывания средних костюмных, пальтовых, джинсовых тканей это идеальный аппарат. Одной из последних разработок Подольского завода стали оверлоки 51 класса с индексом А. В этой модификации применено доусовершенствование, присутствует дифференциальная подача ткани. Оверлоки класса 51А теперь с успехом могут обметывать любые трикотажные ткани.
Внастоящее время существуют много типов промышленных швейных иашин для вымётывания петель под пуговицы. Они различаются между собой по способу вымётывания петель. Это машины одно, или двухигольные, челночного стежка, или цепного.При изготовлении петель машина автоматически пробивает отверстие внутри петли. Петли, вымётываемые на таких швейных машинах, могут быть обычные прямые, с закруглением, глазковые и т. д. Рассмотрим доисторический аппарат – промышленная петельная машина 25 класс. Эта машина активно применяется в мелкосерийном производстве по пошиву одежды, в ателье, выполняет прямую петлю без глазка простым челночным стежком. Славится своим качеством выполняемых работ и безотказностью, если машину своевременно обслуживают и правильно настраивают.
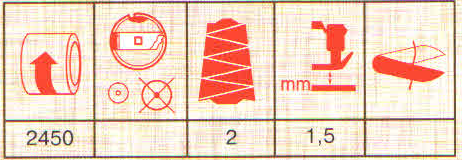
Частота вращения главного вала, об/мин: при изготовлении петли. 2000 перед прорубанием ткани. 1000
Длина петли, мм …….11—32
Ширина петли, мм …. 2,5—5
Ширина кромки петли, мм. 1—2,5
Число стежков в петле (регулируют
сменными шестернями) …. 92—436 Расстояние между кромками, мм До 1 Высота подъема нажимателя ткани над игольной пластиной, мм До 13
Иглы………….Тип 3, группа Р, № 75, 85, 90 и
100 (ГОСТ 7322—55) Нитки:
хлопчатобумажные …. 6,5 текс X 3 (№ 60,6/3) —
10,0 текс X 3 (№ 100/3) ГОСТ 6309—73
каркасные ……..34 текс X 3 (№ 29,4/3)
ГОСТ 6309—73 Габарит головки полуавтомата, мм 600X300X540 Масса полуавтомата, кг …. 55
Ю Заказ № 1230 ‘* 289
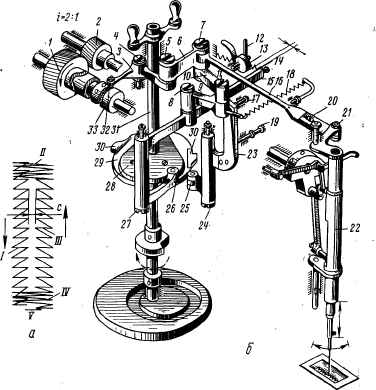
Рис. 5.74. Схема образования петли (а) и механизм иглы (б)
полуавтомата 25-А кл.
При изготовлении петли вначале на лицевой стороне ткани размечают место расположения петли. Затем ткань устанавливают на игольной пластине и прижимают сверху лапкой-рамкой. Для включения машины в работу работающий нажимает на правую педаль. Сначала происходит обметывание левой кромки петли (рис. 5.74, а). При этом ткань после каждых двух проколов иглы прерывисто продвигается на работающего. При выходе иглы из ткани происходит отклонение иглы вправо и влево на ширину кромки петли. В результате одновременного перемещения ткани вдоль платформы машины на величину стежка и отклонения иглы поперек платформы образуется z-образное расположение стежков на кромках петли.
В конце обметывания левой кромки петли величина продвижения ткани уменьшается, одновременно
изменяется и направление ее движения (на обратное). Ткань движется от ра- ботающего, рамка игловодителя смещается вправо, а игловодитель в этот момент получает увеличенное отклонение поперек платформы. Происходит изготовление первой закрепки. После изготовления первой закрепки величина продвижения ткани
снова увеличивается, а поперечное отклонение иглы уменьшается до величины отклонения иглы при обметывании левой кромки петли. Этим создается расстояние с между кромками петли. Происходит обметывание правой кромки петли.
Когда правая кромка петли сравняется по длине с левой, продвижение ткани замедляется. Игловодитель смещается влево поперек платформы, шаг иглы вновь увеличивается, и полуавтомат начинает выполнять вторую закрепку IV. После изготовления второй закрепки полуавтомат переключается на пониженную частоту вращения главного вала. Происходит включение механизма ножа. Ткань прорубается ножом посередине между кромками петли. После прорубания ткани игла уменьшает поперечные колебания, располагаясь посередине петли для выполнения трех-четырех закрепляющих стежков V. На этом цикл обметывания петли заканчивается, и полуавтомат выключается. При подъеме лапки происходит обрезка верхней и нижней ниток. Размеры петли определяются размерами пуговиц. По диаметру пуговицы подбирают длину ножа, которая на 1,0—1,5 мм должна быть больше диаметра пуговицы. 
Умопомрачительная технология, даже не пытайтесь ремонтировать такую машинку самостоятельно! Разве что чистить, смазывать и подкручивать ослабшие винты. Для многих значительные затруднения вызывает даже заправка нитки. На рисунке выше мы приводим схему заправки верхней нити.
Промышленная швейная машина Textima 8332: Машина 8332/3705 класса.
объединения «Текстима» (ГДР)
Машина 8332/3705 класса.
объединения «Текстима» (ГДР)
Швейная промышленная машина 8332/3705 класса объединения народных предприятий «Текстима» предназначена для стачивания материалов из натуральных и смешанных волокон невысокой поверхностной плотности однолинейной строчкой с челночным стежком. Машина имеет верхний механизм перемещения материала и подвижную лапку. В машине предусмотрена раздельная регулировка верхней и нижней реек.
Заправка верхней и нижней ниток.
Верхнюю нитку с бобины или катушки, надетой на стер- жень бобинной стойки, сверху направо проводят в три отверстия пластинчатого нитенаправителя 1 (рис. 24), в три отверстия второго пластинчатого нитенаправителя 2, сверху вниз вводят в ните направительную трубку 12, против часовой стрелки проводят между шайбами 10 регулятора натяжения, заводят в петлю нитепритягивательной пружины 11 и направо вверх проводят в проволочный нитенаправитель 4, слева направо заправляют в ушко нитепритягивателя 3, проводят вниз через проволочные нитенаправители 4, 5, 6, 7, закрепленные на фронтовой крышке. чика 9 и втулки 7 после ослабления винтов 4 и 2.  Нитку вводят в петлю проволочного нитенаправителя 8, закрепленного на игловодителе, и справа налево вводят в ушко иглы 9, установленной коротким желобком вправо. Нижнюю нитку справа налево последовательно проводят через три отверстия пластинчатого нитенаправителя 24 (рис. 25), по часовой стрелке — между шайбами 25 регулятора натяжения 12, справа налево — под нитенаправительной скобой 13, над шпинделем 5. Конец нитки против часовой стрелки заводят под крыш- ку 18 обрезателя нитки. Затем берут пустую шпульку и надевают ее на шпиндель 5, ориентируя паз шпульки относительно выступающей части пружины 6, причем нитка должна за- жаться между задней стенкой шпульки и торцевой поверхностью шпинделя 5.
Нитку вводят в петлю проволочного нитенаправителя 8, закрепленного на игловодителе, и справа налево вводят в ушко иглы 9, установленной коротким желобком вправо. Нижнюю нитку справа налево последовательно проводят через три отверстия пластинчатого нитенаправителя 24 (рис. 25), по часовой стрелке — между шайбами 25 регулятора натяжения 12, справа налево — под нитенаправительной скобой 13, над шпинделем 5. Конец нитки против часовой стрелки заводят под крыш- ку 18 обрезателя нитки. Затем берут пустую шпульку и надевают ее на шпиндель 5, ориентируя паз шпульки относительно выступающей части пружины 6, причем нитка должна за- жаться между задней стенкой шпульки и торцевой поверхностью шпинделя 5.  Затем рычаг 17 поворачивают против часовой стрелки, и огра ничитель 4 входит между стенками шпульки. При включении машины нитки наматываются на шпульку. Когда на шпульку намотается заданное количество ниток, моталка автоматически вы ключится, причем крышка 14 повернется по часовой стрелке и появится возможность снять шпульку со шпинделя 5. Нитку шпульки подводят под крышку 18 и резким движением руки вперед обрезают нитку с помощью ножа 7.
Затем рычаг 17 поворачивают против часовой стрелки, и огра ничитель 4 входит между стенками шпульки. При включении машины нитки наматываются на шпульку. Когда на шпульку намотается заданное количество ниток, моталка автоматически вы ключится, причем крышка 14 повернется по часовой стрелке и появится возможность снять шпульку со шпинделя 5. Нитку шпульки подводят под крышку 18 и резким движением руки вперед обрезают нитку с помощью ножа 7.
Регулировка механизма иглы.
Высота иглы 13 (рис. 26) относительно носика челнока 10 регу- лируется вертикальным перемещением иглодержателя 14 внутри игловодителя 19 после ослабления стягивающего винта 20 установочного кольца 15.
Положение иглы 13 относительйо центра отверстия в игольной пластине регулируется поворотом направляющей 17 после ослабления винта 18 и болта 16.
Регулировка механизма челнока и отводчика.
Своевременность подхода носика челнока 10 к игле регулируется поворотом челнока в плоскости его вращения после ослабления винтов 21. При регулировке необходимо достичь того, чтобы при подъеме иглы 13 из крайнего нижнего положения на 1,8—2 мм носик челнока был выше ушка иглы на 1—1,1 мм. Зазор между носиком челнока и иглой, кото рый должен быть равен 0,1—0,05 мм, регулируется осевым перемещением челнока 10 вдоль вала 1 после ослабления винтов 21. В том же направлении необходимо переместить картер 6 после ослабления винта 5.
Зазор между установочным пальцем пластины 12 и стенкой паза шпуледержателя, который должен быть равен 0,7 мм, регулируется про- дольным смещением пластины 12 после ослабления винта 11.
Количество масла, подаваемого челноку 10 из картера 6, регулируется винтом 22. Если этот винт вывинчивать, то количество подаваемого челноку масла увеличится.
Своевременность нажима отводчика 9 на выступ шпуледержателя регулируется поворотом главного вала после ослабления двух винтов 24 эксцентрика 23. Отводчик 9 должен начать нажим на выступ в момент начала выхода петли верхней нитки из челночного устройства (меж- ду установочным пальцем пластины 12 и стенкой паза шпуледержателя).
Положение отводчика 9 относительно выступа шпуледержателя регулируется поворотом вала 8 вместе с отводчиком 9 после ослабления двух стягивающих винтов 2 коромысла 3. Положение отводчика 9 в осевом направлении относительно выступа шпуледержателя регули- руется осевым перемещением вала 8, отвод- чика 9 и втулки 7 после ослабления винтов 4 и 2.
Регулировка механизма перемещения материала.
Перемещение материала нижней рейкой 11 (рис. 27) регулируется поворотом рычага 1 после ослабления гайки 2. Если поворачивать его про- тив часовой стрелки (если смотреть с фронтальной стороны машины), то перемещение увеличится. Перемещение материала верхней рейки 36 регулируется поворотом рычага 5 после ослабления гайки 3.  При его повороте против часовой стрелки перемещение рейки 36 увеличится. Чтобы закрепить строчку, работающий отводит рукоятку 4 вниз.
При его повороте против часовой стрелки перемещение рейки 36 увеличится. Чтобы закрепить строчку, работающий отводит рукоятку 4 вниз.
Высота подъема нижней рейки 11 регулируется поворотом коромысла 10 после ослабления винта 9. Зубцы рейки должны подниматься над уровнем игольной пластины на высоту 1 мм. Местоположение зубцов рейки 11 в прорезях игольной пластины регулируется поворотом коромысла 14 после ослабления стягивающего винта 13, если рейку 11 нужно переместить поперек платформы машины. При необходимо- сти перемещения рейки 11 вдоль платформы ослабляют винты 9 и 13 и коромысла 10 и 14 вместе с рычагом 12 перемещают вдоль валов 8, 15.
Высота подъема верхней рейки 36 и лапки 34 регулируется перемещением винтовой шпильки 26 по прорези коромысла 27. Если винтовую шпильку 26 вместе с передней головкой шатуна 24 опускать, то вертикальные перемещения верхней рейки 36 и лапки 34 возрастут. Своевременность вертикальных перемещений верхней рейки 36 и лапки 34 регулируется поворотом главного вала после ослабления винтов 23 эксцентрика 22.
Положение верхней рейки 36 относительно лапки 34 регулируется поворотом коромысла 29 после ослабления стягивающего винта 28. Положение лапки 34 по вертикали относительно верхней рейки 36 регулируется вертикальным перемещением стержня 18 после ослабления винтов 19, 17 муфты 16.
Положение верхней рейки 36 относительно лапки 34 в направлении поперек платформы машины регулируется поворотом рамки 32 после ослабления винта 30 коромысла 31. Положение верхней рейки 36 по вертикали относительно лапки 34 и параллельность их рожков регулируются вертикальным перемещением верхней рейки 36 вдоль стержня 33 или поворотом рейки 36 после ослабления винта 35.
Регулировка узла лапки.
Давление лапки на материал регулируется винтом 25 благодаря деформации пластинчатой пружины. Угол поворота рычага 6 в исходное положение при опускании лапки регулируется винтом 7 после ослабления его контргайки. Угол поворота нитепритягивательной пружины в результате натяжения верхней нитки регулируется вертикальным перемещением ограничителя 21 после ослабления винта 20.
Регулировка моталки для намотки ниток на шпульку.Положение диска 23 (см. рис. 25) относительно фрикционного шкива 10 регулируется его осевым смещением вдоль оси главного вала 22 после ослабления винта 21. Количество ниток, наматываемых на шпульку, регулируется поворотом ограничителя 4 вместе с валом 3 после ослабления винта 1 коромысла 2. Перед регулировкой необходимо демонтировать моталку, для чего отвинчивают три винта 19, ослабляют винт 16, закрепляющие в картере 15 трубку фитиля, и крышку 20 выдви- гают вперед. Положение вилки коромысла 9 относительно коромысла 2 для фиксации моталки в рабочем положении регулируется поворотом коромысла 9 после ослабления винта 8. Натяжение нитки на шпульке регулируется пово- ротом рукоятки 26, равномерность намотки ниток на шпульку — осевым перемещением регулятора натяжения 12 после ослабления винта 11 в такое положение, чтобы шайбы 25 раз- мещались посередине оси шпульки, надетой на шпиндель 5.
Большинство неполадок работе промышленных швейных машин Текстима произходит в результате сбоя синхронизации движения иглы и челночного механизма, нарушений зазоров между иглой и носиком челночного устройства. При накоплении грязи в челноке и по ходу заправки нити, возможно неправильное её натяжение, не поддающееся регулировке самим регулятором натяжения нити. В результате возникает плохой некачественный шов и возможно даже грязный, так как нитка мажется проходя сквозь загрязнённые участки. Сответственно при неправильном натяжении нитей возможно стягивание материала, если одна из нитей перетянута, или путляние, если нитка ослаблена. Обязательно вычистите всю швейную машину, смажьте машинным маслом, удалите лишнее стёкшее масло сухой ветошью, замените на всякий случай швейную иглу и шпульку и возможно серьёзный ремонт после всех манипуляций вам делать не придётся.
Конечно в этой статье перечислены далеко не все промышленные швейные машины. применявшиеся в СССР и применяющиеся сейчас на мелких производствах по пошиву одежды и в ателье. Ряд моделей промышленных швейных машин очень специфичен по своей функциональности (это колонковые, рукавные, смёточные, распошивалки), и некоторые машины просто не нашли нужного применения. Если у кого-то у есть нечто подобное, то смазка, регулировка, настройка будут примерно такими же, как описано выше. Ну и в завершение, лучше не допускайте свою промышленную машину в состояние непригодности для шитья, своевременно смазывайте её, чистите, применяйте в соответствии с назначением и она прослужит вам ещё долгие годы.
Рассказать друзьям :