Рейтинг: 4.9/5.0 (1868 проголосовавших)
Рейтинг: 4.9/5.0 (1868 проголосовавших)Категория: Инструкции
Обслуживание автосцепного устройства происходит на основании Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог ЦВ-ВНИИЖТ-494.
Проверка автосцепного устройства при техническом обслуживании вагонов и локомотивов.
Требования, изложенные в данной главе, относятся к проверке автосцепного устройства во время технического обслуживания вагонов при подготовке поездов на пунктах технического обслуживания, а также вагонов под погрузку, при техническом обслуживании ( TO -2: TO -3) локомотивов и вагонов дизель- и электропоездов, техническом обслуживании специального подвижного состава и в других случаях, специально оговоренных ОАО «РЖД».
Запрещается постановка в поезда и следование в них вагонов и других единиц подвижного состава, у которых автосцепное устройство имеет хотя бы одну из следующих неисправностей (в том числе выявляемых в зоне, видимой при осмотре с пролазкой):
а) трещина корпуса автосцепки;
б) трещина тягового хомута, излом клина тягового хомута или валика, неисправное или нетиповое их крепление. Признаками излома клина являются изгиб болта, поддерживающего клин, блестящая намятина заплечиков клина, металлическая пыль на хомуте, увеличенный или уменьшенный выход автосцепки, а также двойной удар при ударе молотком по клину снизу;
в) излом или трещина центрирующей балочки, маятниковых подвесок (или направляющей рейки центрирующего прибора безмаятникового типа), неправильно поставленные маятниковые подвески грузовых вагонов (широкими головками вниз), излом пружин, отсутствие гаек или обрыв болтов пружин центрирующего прибора;
г) износ или другие повреждения корпуса и механизма сцепления, при которых возможен саморасцеп автосцепок.
Действие предохранителя от саморасцепа проверяют специальным ломиком (рис.8.26).

Для проверки ломик заостренным концом вводят сверху в пространство между ударной стенкой зева одной автосцепки и торцевой поверхностью замка другой (смежной) автосцепки (рис.8.27, о положение 1 ). Поворачивая выступающий конец ломика по направлению стрелки, нажимают заостренным конном на замок.
Если он не ухолит внутрь кармана и при этом слышен четкий металлический стук от удара предохранителя в противовес замкодержателя, значит предохранительное устройство от саморасцепа исправно. Также проверяют и смежную автосцепку.

При проверке автосцепок пассажирских вагонов между секциями локомотивов, а также грузовых вагонов, если находящийся в них груз препятствует введению ломика сверху, ломик вводят снизу через отверстие в нижней стенке кармана и, упираясь в кромку отверстия, нажимают на замок в нижней части (рис. 8.27, б положение 4 ).
Если при проверке действия предохранителя от саморасцепа обнаружено, что замок раскачивается более чем на 20 мм (определяют это при помощи заостренной части ломика, имеющей ширину 20 мм) или выходит за кромку ударной поверхности малого зуба, то необходимо проверить, лежит ли на полочке верхнее плечо предохранителя. Для этого изогнутый конец ломика заводят за выступ замка (рис.8.27, а положение 2 ) и нажимают на выступающую часть ломика по направлению стрелки, выталкивая замок из кармана корпуса до отказа. Если замок
неподвижен или его свободное качание значительно уменьшилось, то это означает, что предохранитель соскочил с полочки.
Когда автосцепки натянуты и увести замки внутрь кармана корпуса ломиком невозможно, надежность работы механизма определяют по состоянию замкодержателя, предохранителя и полочки. Чтобы проверить замкодержатель, ломик вводят в пространство между ударными поверхностями автосцепок сверху или снизу через отверстие корпуса, предназначенное для восстановления сцепленного состояния у ошибочно расцепленных автосцепок (рис. 8.27, б положение 3 ), и нажимают на лапу замкодержателя. Если лапа после прекращения нажатия возвратится в первоначальное положение и будет прижиматься к ударной поверхности малого зуба смежной автосцепки, то замкодержатель исправен. В случае, когда противовес замкодержателя отломан, лапа свободно качается, и при нажатии на нее ломиком проверяющий не ощущает заметного сопротивления. Заедание замкодержателя внутри кармана корпуса, обнаруживаемое при нажатии на его лапу ломиком сверху, свидетельствует о возможном изгибе полочки для верхнего плеча предохранителя, препятствующем свободному повороту замкодержателя. Наличие верхнего плеча предохранителя проверяют ломиком, который вводят в карман корпуса через отверстие для сигнального отростка (рис. 8.27, а положение 5 ). Прижимая ломик к замкодержателю, упирают его изогнутый конец в предохранитель и перемещают по направлению к полочке. Металлический
звук от удара предохранителя о полочку при отпускании ломика указывает на то, что верхнее плечо предохранителя не изломано. Если ломик при перемещении не упрется в полочку, значит, она отсутствует;
д) трещина или сквозная протертость корпуса поглощающего аппарата; повреждения, вызывающие потерю поглощающим аппаратом упругих свойств, о чем свидетельствует наличие зазора между упорными угольниками и упорной плитой или корпусом аппарата (при поглощающем аппарате 73 ZW указанный суммарный зазор допускается не более 5 мм);
е) зазор между потолком розетки и хвостовиком корпуса автосцепки менее 25 мм (для центрирующего прибора с жесткой опорой);
ж) выход вкладышей крепления крышки поглощающего аппарата Ш-6-ТО-4 за наружные плоскости боковых стенок корпуса;
з) ход более 70 мм поглощающего аппарата, установленного на вагоны с розеткой старой конструкции, имеющей длину выступающей части 185 мм;
и) расстояние от упора головы до ударной розетки при поглощающем аппарате Ш-1-ТМ (Ш-1-Т) и розетки, имеющей длину выступающей части 185 мм, менее 60 мм и более 90 мм, при укороченных розетках с длиной выступающей части 130 мм и поглощающих аппаратах Ш-2- B. Ш-6-ТО-4, ПМК-ПОА, ПМК-110К-23, 73 ZW - менее 110 мм и более 150 мм, у восьмиосных вагонов и других единиц подвижного состава с аппаратами Ш-2-Т — менее 100 мм и более 140 мм;
к) трещина, излом или нетиповое крепление планки, поддерживающей тяговый хомут, упоров, упорной плиты, кронштейнов разцепного привода, валика подъемника;
л) длинная цепь разцепного привода (определяют при постановке рукоятки рычага на горизонтальную полочку кронштейна; при нормальной длине цепи нижняя часть замка не должна выступать за ударную стенку зева корпуса автосцепки);
м) короткая цепь разцепного привода (об этом свидетельствует невозможность положить рукоятку рычага на горизонтальную полочку кронштейна), обрыв или нетиповое крепление цепи рычага;
н) отсутствие блокировочных устройств расцепных рычагов пассажирских вагонов и вагонов электропоездов внутри состава; не прикрученные проволокой к фиксирующему кронштейну рукоятки расцепных рычагов грузовых вагонов, находящихся под общим грузом;
о) повреждение или отсутствие ограничителей у автосцепок пассажирских вагонов, вагонов электропоездов, а также грузовых вагонов, на которых предусмотрена постановка автосцепок с ограничителями вертикальных перемещений;
п) высота оси автосцепки над уровнем головок рельсов более 1080 мм у локомотивов и порожних грузовых и пассажирских вагонов, менее 980 мм у вагонов с пассажирами, менее 950 мм — у локомотивов и загруженных грузовых вагонов;
р) разность по высоте между продольными осями сцепленных автосцепок более 100 мм (кроме автосцепок локомотива и первого груженого грузового вагона, у которых допускается разность 110 мм); разность между продольными осями автосцепок смежных вагонов в пассажирских поездах, курсирующих со скоростью до 120 км/ч, более 70 мм, а в поездах, курсирующих со скоростью свыше 120 км/ч, а также у вагонов электропоездов и у локомотивов между секциями — более 50 мм; между локомотивом и первым вагоном пассажирского поезда — более 100 мм.
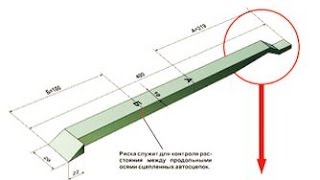
В пунктах формирования и оборота пассажирских составов, а также при ТО-З вагонов дизель- и электропоездов дополнительно контролируют ломиком-калибром износ элементов контура зацепления сцепленных автосцепок при растянутых вагонах.
При этом зазоры проверяют утолщенной крестообразной частью ломика, имеющей контрольные размеры (22 ±0,1) мм и (25 ± 0,1) мм.
Если ломик проходит в соответствующий зазор, то необходимо расцепить и разъединить вагоны, произвести полную проверку автосцепок шаблоном 940р и заменить негодные детали или автосцепку в сборе с механизмом.
Автосцепки концевых вагонов поездов, групп вагонов, отдельно стоящих вагонов и локомотивов проверяют шаблоном 873 в следующем порядке:
а) контролируют ширину зева, которая считается достаточной, если шаблон, приложенный к углу малого зуба (рис. 8.28, а), другим своим концом не проходит мимо носка большого зуба;
б) проверяют длину малого зуба, которая считается нормальной, если шаблон не надевается на зуб полностью, т.е. имеется зазор (рис. 8.28, б). Проверку производят на расстоянии 80 мм вверх и вниз от продольной оси автосцепки;
в) проверяют расстояние от ударной стенки зева до тяговой поверхности большого зуба, которое считается нормальным, если шаблон не входит в пространство между ними, т.е. имеется зазор (рис. 8.28, в). Проверку производят в средней части большого зуба на высоте 80 мм вверх и вниз от середины (проверка против окна для лапы замкодержателя не производится);
г) контролируют толщину замка, которая считается нормальной, если вырез в шаблоне меньше этой толщины, т.е. имеется зазор (рис. 8.28, г);
д) проверяют действие предохранителя от саморасцепа, для чего шаблон устанавливают перпендикулярно к ударной стенке зева автосцепки так, чтобы шаблон одним концом упирался в лапу замкодержателя, а угольником — в тяговую поверхность большого зуба (рис. 8.28, д). Предохранитель годен, если замок при нажатии на него уходит в карман головы автосцепки не более чем на 20 мм и не менее чем на 7 мм.

Сохраняя такое же положение шаблона, проверяют действие механизма на удержание замка в расцепленном состоянии до разведения вагонов, для чего поворачивают валик подъемника до отказа и затем отпускают его (рис. 8.28, е). Автосцепка годна, если замок удерживается в верхнем положении, а после прекращения нажатия шаблоном на лапу опускается под действием собственного веса в нижнее положение.
Шаблоном 873 можно проверить разницу по высоте между продольными осями сцепленных автосцепок (рис. 8.28, ж). Для проверки шаблон концом (рис. 8.28, з) упирают снизу в замок автосцепки, расположенной выше. Если при этом между выступом шаблона и низом замка расположенной ниже другой автосцепки будет зазор, то разница между продольными осями автосцепок составляет менее 100 мм.
Требования, указанные в настоящем разделе, относятся к осмотру, проверке и ремонту автосцепного устройства при текущем отцепочном ремонте вагонов, единой технической ревизии пассажирских вагонов (ТО-3), промывочном ремонте паровозов, текущем ремонте ТР-1 тепловозов, электровозов и вагонов дизель- и электропоездов.
При наружном осмотре необходимо проверить:
а) действие механизма автосцепки;
б) износ тяговых и ударных поверхностей большого и малого зубьев, ширину зева корпуса, состояние рабочих поверхностей замка;
в) состояние корпуса автосцепки, тягового хомута, клина тягового хомута и других деталей автосцепного устройства (наличие в них трещин и изгибов);
г) состояние расцепного привода и крепление валика подъемника автосцепки;
д) крепление клина тягового хомута;
е) прилегание поглощающего аппарата к упорной плите и задним упорным угольникам (упору);
ж) зазор между хвостовиком автосцепки и потолком ударной розетки;
з) зазор между хвостовиком автосцепки и верхней кромкой окна в концевой балке;
и) высоту продольной оси автосцепки пассажирских вагонов от головок рельсов;
к) положение продольной оси автосцепки относительно горизонтали;
л) состояние валика, болтов, пружин и крепления паровозной розетки.
В случае выявления неисправности действия механизма автосцепки, а также при единой технической ревизии пассажирских вагонов механизм автосцепки разбирают, карманы корпуса осматривают, при необходимости очищают, неисправные детали заменяют исправными и после сборки проверяют действие механизма в установленном порядке.
Не разрешается выпускать подвижной состав в эксплуатацию при наличии хотя бы одной из следующих неисправностей:
а) автосцепка не отвечает требованиям проверки комбинированным шаблоном 940р;
б) детали автосцепного устройства с трещинами;
в) разница между высотами автосцепок по обоим концам вагона более 25 мм, провисание автосцепки подвижного состава более 10 мм; высота оси автосцепки пассажирских вагонов от головок рельсов более
1080 мм и менее 1010 мм у вагонов на тележках КВЗ-5, КВЗ-ЦНИИ и менее 1000 мм на тележках остальных типов;
г) цепь расцепного привода длиной более или менее допустимой; цепь с незаверенными звеньями или надрывами в них;
д) зазор между хвостовиком автосцепки и потолком ударной розетки менее 25 мм; зазор между хвостовиком и верхней кромкой окна в концевой балке менее 20 мм (при жесткой опоре хвостовика);
е) замок автосцепки, отстоящий от наружной вертикальной кромки малого зуба более чем на 8 мм или менее чем на 1 мм; лапа замкодержателя, отстоящая от кромки замка менее чем на 16 мм (у замкодержателей, не имеющих скоса, — менее чем на 5 мм);
ж) валик подъемника заедает при вращении или закреплен нетиповым способом;
з) толщина перемычки хвостовика автосцепки, устанавливаемой вместо неисправной на вагон, выпускаемый из текущего отцепочного ремонта, менее 48 мм;
и) поглощающий аппарат не прилегает плотно через упорную плиту к передним упорам, а также к задним упорам (для аппарата 73 ZW допускается наличие суммарного зазора между передним упором и упорной плитой или корпусом аппарата и задним упором до 5 мм);
к) упорные угольники, передние и задние упоры с ослабленными заклепками;
л) планка, поддерживающая тяговый хомут, толщиной менее 14 мм, либо укрепленная болтами диаметром менее 22 мм, либо без контргаек и шплинтов на болтах (допускается крепление поддерживающей планки болтами диаметром 20 мм, но в количестве 10 шт.);
м) нетиповое крепление клина (валика) тягового хомута;
н) неправильно поставленные маятниковые подвески центрирующего прибора (широкими головками вниз);
о) ограничительный кронштейн автосцепки с трещиной в любом месте, износом горизонтальной полки или изгибом более 5 мм;
п) отсутствие предохранительного крюка у паровозной автосцепки; валик розетки, закрепленный нетиповым способом; ослабшие болты розетки; болты без шплинтов или со шплинтами, не проходящими через прорези корончатых гаек.
Порядок проверки автосцепки комбинированным шаблоном 940р:
а) проверка исправности действия предохранителя замка. Прикладывают шаблон, как показано на рис. 8.29, а, и одновременно нажимают рукой на замок, пробуя втолкнуть его в карман корпуса автосцепки.

Уход замка полностью в карман корпуса указывает на неправильное действие предохранителя замка. Если предохранитель действует правильно (верхнее его плечо упирается в противовес замкодержателя при нажатии на лапу ребром комбинированного шаблона), то замок должен уходить от кромки малого зуба автосцепки не менее чем на 7 мм и не более чем на 18 мм (измеряют в верхней части замка);
б) проверка действия механизма на удержание замка в расцепленном положении. Шаблон прикладывают, как показано на рис. 8.29, б. Затем поворотом до отказа валика подъемника уводят замок внутрь полости кармана и освобождают валик, продолжая удерживать шаблон в зеве автосцепки. Если замок опускается обратно вниз, значит, механизм неисправен;
в) выявление возможности преждевременного включения предохранителя замка при сцеплении автосцепок. Шаблон устанавливают так, чтобы его откидная скоба стороной с вырезом 35 мм нажимала на лапу замкодержателя, а лист шаблона касался большого зуба (рис. 8.29, в). Автосцепка считается годной, если при нажатии на замок он беспрепятственно уходит в карман на весь свой ход;
г) проверка толщины замыкающей части замка. Прикладывают шаблон, как показано на рис. 8.30, а. Если шаблон одновременно прилегает к боковым сторонам малого зуба и замка, значит замок не годен (тонок);

д) проверка ширины зева автосцепки (без замка). Шаблон прикладывают одним концом к углу малого зуба (рис. 8.30, б), а другим подводят к носку большого зуба. Если шаблон проходит мимо носка большого зуба в зев, то корпус автосцепки негоден. Проверка производится по всей высоте носка большого зуба;
е) проверка износа малого зуба. Шаблон прикладывают, как показано на рис.8.30, в. Если шаблон соприкасается с боковой стенкой малого зуба, то автосцепка негодна. Проверку выполняют на расстоянии 80 мм вверх и вниз от продольной оси корпуса;
ж) проверка износа тяговой поверхности большого зуба и ударной поверхности зева. Шаблон устанавливают, как показано на рис. 8.30, в. Если шаблон входит в зев, то автосцепка негодна. Проверку выполняют в средней части большого зуба по высоте на 80 мм вверх и вниз от середины (проверка большого зуба против окна для лапы замкодержателя не производится).

















УСТРОЙСТВА ПОДВИЖНОГО СОСТАВА
ЖЕЛЕЗНЫХ ДОРОГ РОССИЙСКОЙ ФЕДЕРАЦИИ
(В ред. Указаний МПС от 09.06.1999 г. N К-1018у,
от 19.10.2001 г. N П-1742у, от 16.08.2002 г. N А-737у,
от 21.01.2003 г. N П-50у)
1.1. Ремонт и проверка автосцепного устройства подвижного состава производятся в контрольных пунктах автосцепки (КПА) депо и отделениях по ремонту автосцепки вагоно- и локомотиворемонтных заводов, имеющих специальные удостоверения установленной формы, выдаваемые Департаментом вагонного хозяйства (ЦВ) МПС России.
1.2. Размещение технологической оснастки в пунктах ремонта автосцепного устройства должно обеспечивать выполнение требований настоящей Инструкции, а также техники безопасности и промышленной санитарии.
1.3. Контрольные пункты автосцепки депо и отделения ремонтных заводов должны иметь необходимую технологическую оснастку, два комплекта проверочных и один комплект контрольных шаблонов в соответствии с приложениями 1 и 2 настоящей Инструкции. Шаблоны должны соответствовать действующим техническим требованиям, утвержденным ЦВ МПС. Шаблоны проверяются на ремонтных предприятиях не реже одного раза в год с постановкой даты проверки согласно Методическим указаниям контроля СДК для автосцепных устройств вагонов РД 32 ЦВ-ЦЛ 027-91.
1.4. Изменение норм и допусков, указанных в настоящей Инструкции, может производиться только с разрешения ЦВ МПС. Порядок применения шаблонов в зависимости от вида ремонта подвижного состава указан в приложении 2 настоящей Инструкции.
1.5. Для поддержания автосцепного устройства в исправном состоянии установлены следующие виды осмотра: полный осмотр, наружный осмотр, проверка автосцепного устройства при техническом обслуживании подвижного состава.
1.6. Полный осмотр автосцепного устройства производится при капитальном и деповском ремонтах вагонов, капитальном ремонте локомотивов и вагонов дизель- и электропоездов, текущих ремонтах ТР-2, ТР-3 тепловозов, электровозов и вагонов дизель- и электропоездов, подъемочном ремонте паровозов. При капитальном ремонте группового рефрижераторного подвижного состава на концевых вагонах автосцепка СА-Д заменяется автосцепкой СА-3.
Наружный осмотр осуществляется при текущем отцепочном ремонте вагонов, единой технической ревизии пассажирских вагонов, промывочном ремонте паровозов, текущем ремонте ТР-1 тепловозов, электровозов и вагонов дизель- и электропоездов.
Проверяют автосцепное устройство при техническом обслуживании во время осмотра вагонов в составах на пунктах технического обслуживания (ПТО), при подготовке вагонов под погрузку и при техническом обслуживании локомотивов ТО-2, ТО-3, а также в других случаях, специально установленных МПС.
1.7. При полном осмотре съемные узлы и детали автосцепного устройства снимают с подвижного состава независимо от их состояния (кроме случаев, указанных в п. 2.2.7 и 2.2.20 настоящей Инструкции) и направляют в КПА или отделение по ремонту автосцепки завода для проверки и ремонта в соответствии с требованиями, изложенными в главе 2 настоящей Инструкции. К несъемным деталям автосцепного устройства относятся: ударная розетка, передние и задние упоры, располагающиеся на хребтовой балке, детали расцепного привода (фиксирующий кронштейн, кронштейн и расцепной рычаг). Ремонт и проверку несъемных деталей производят на подвижном составе, за исключением случаев, требующих их демонтажа.
1.8. При наружном осмотре, а также при проверке автосцепного устройства во время технического обслуживания производится освидетельствование узлов и деталей в соответствии с требованиями, изложенными в главах 3 и 4 настоящей Инструкции, без снятия с подвижного состава. Снимают только неисправные узлы и детали с заменой их исправными.
1.9. Детали автосцепного устройства, снятые с подвижного состава и подлежащие проверке и ремонту, должны быть очищены от грязи средствами, имеющимися в распоряжении пункта ремонта. После очистки корпус автосцепки, тяговый хомут, клин (валик) тягового хомута, маятниковые подвески центрирующего прибора, болты паровозной розетки должны быть подвергнуты неразрушающему контролю. Стяжной болт поглощающего аппарата, опорную пластину поглощающих аппаратов ПМК-110А и ПМК-110К-23 подвергают неразрушающему контролю только после их ремонта сваркой.
1.10. Неразрушающий контроль производится в соответствии с Технологической инструкцией по испытанию на растяжение и неразрушающему контролю деталей вагонов.
1.11. Детали с дефектами, указанными в приложении 3, или не имеющие маркировки предприятия-изготовителя, ремонту не подлежат и сдаются в металлолом. При этом на каждый утилизированный корпус автосцепки составляется акт.
1.12. Все сварочные и наплавочные работы при ремонте автосцепного устройства выполняются в соответствии с требованиями Инструкции по сварке и наплавке при ремонте вагонов и контейнеров РТМ 32 ЦВ-201-88.
1.13. Слесарные, станочные работы и правка изогнутых деталей выполняются в соответствии с действующими техническими условиями МПС на производство этих работ и с требованиями Типовых технологических карт для ремонта автосцепного устройства, утвержденных МПС.
1.14. Соблюдение действующих нормативно-технических требований по ремонту автосцепного устройства проверяют руководители вагонной, пассажирской и локомотивной служб, начальники отделов вагонного, локомотивного хозяйств и пассажирских перевозок отделений, начальники вагонного (локомотивного) депо или их заместители в соответствии с личными нормативами, а на ремонтных заводах - главный инженер и начальник отдела технического контроля (ОТК) с записью в журнале ремонта.
Требования, указанные в настоящей главе, относятся к осмотру, проверке и ремонту автосцепного устройства при капитальном и деповском ремонтах вагонов, капитальном и текущих ремонтах ТР-2, ТР-3 тепловозов, электровозов и вагонов дизель- и электропоездов, подъемочном ремонте паровозов.
2.1.1. Ширину зева корпуса автосцепки проверяют непроходным шаблоном 821р-1 по всей высоте носка большого зуба. Шаблон прикладывают одним концом к углу малого зуба (рис. 2.1), а другим подводят к носку большого зуба. Если кромка шаблона пройдет мимо носка большого зуба, то зев расширен и подлежит исправлению.
2.1.2. Длину малого зуба (рис. 2.2, а) корпуса и расстояние между ударной стенкой зева и тяговой поверхностью большого зуба (рис. 2.2, б) проверяют шаблонами 892р, 893р и 884р в зависимости от видов ремонта подвижного состава (приложение 2). Проверку выполняют в средней части по высоте зубьев на расстоянии 80 мм вверх и вниз от продольной оси корпуса. При этом зону тяговой поверхности большого зуба, находящуюся напротив окна для лапы замкодержателя, не проверяют, так как ударная стенка зева имеет литейный уклон.
Если ударная стенка зева была наплавлена и обработана, то расстояние от тяговой поверхности большого зуба до ударной стенки зева должно быть проверено и в этой зоне шаблоном 884р.
2.1.3. Контур зацепления корпуса контролируют проходным шаблоном 827р (рис. 2.3), который перемещают в контуре зацепления по всей высоте так, чтобы направляющая труба 1 шаблона располагалась по закруглению в месте перехода малого зуба в ударную стенку 2 зева, а плоская часть проходила через зев и охватывала малый зуб. Контур годен, если шаблон свободно проходит через него по всей высоте головы корпуса.
2.1.4. Если поверхности контура зацепления корпуса автосцепки или одна из них не соответствуют требованиям проверки шаблонами 892р, 893р или 827р, автосцепка должна быть отремонтирована с доведением до альбомных размеров соответственно 9 шаблону 914р-м с профильной планкой 914/24-1м ц непроходным щупом 914р/21а, проходным шаблонам 914р/22-м и 914р/25, непроходному 884р и проходному 827р шаблонам, шаблону 822р.
При оборудовании автосцепки кронштейнами от саморасцепа по проекту ПКБ ЦВ М1695 вместо шаблонов 914р-м 914р/22-м использовать шаблоны 914р-2М и 914р/22-2М.
(В ред. Указания МПС от 09.06.1999 г. N К-1018у)
2.1.5. Шаблоном 914р-м проверяют ударную поверхность малого зуба и ударную стенку зева. Шаблон устанавливают в корпусе так, чтобы упоры с (рис. 2.4, а) были прижаты к ударной стенке зева, а нижняя часть п основания опиралась на нижнюю перемычку малого зуба. Пружины с1, опираясь на кромки окна для замка, прижимают опоры и основания шаблона к внутренней стенке малого зуба.
После установки шаблона проверяют состояние ударных поверхностей контура с помощью профильной планки 914р/24-1м и непроходного щупа 914р/21а (рис. 2.4, г).
Профили рабочих поверхностей ребер планки соответствуют вертикальным профилям ударных поверхностей стенок зева и малого зуба.
Ребром 1 профильной планки 3 с надписью Зев проверяют ударную поверхность стенки зева, а ребром 2 с надписью "Малый зуб" - ударную поверхность малого зуба.
Для проверки ударной поверхности профильную планку прикладывают к контурным листам шаблона так чтобы плоскость планки была перпендикулярна к проверяемой поверхности. Затем планку перемещают по кромкам контурных листов, как по копирам, по всей ширине проверяемой поверхности, а пластинку щупа вводят в зазор между ребром профильной планки и проверяемой поверхностью контура зацепления.
Если профильная планка 3 прилегает одновременно к верхнему 4 и нижнему 5 контурным листам (рис. 2.4, б), то проверяемая поверхность годна. Проверяемая поверхность будет негодна (рис. 2.4, в), если профильная планка прилегает плотно к нижнему 5 контурному листу, но не прилегает к верхнему 4 контурному листу или наоборот.
Проверяемая поверхность автосцепки годна (рис. 2.4, г, поз. 7), если щуп б не проходит между профильной планкой и ударной поверхностью малого зуба.
Корпус автосцепки бракуют, если непроходной щуп по всей своей ширине проходит до упора в прилив рукоятки в зазор между профильной планкой, плотно прижатой по концам к контурным листам шаблона, и проверяемой поверхностью (поз. II).
Разность зазоров между профильной планкой и ударными поверхностями малого зуба и зева вверху и внизу не должна превышать 2 мм.
Зазор между профильной планкой и ударной стенкой зева в зоне, лежащей ниже носка большого зуба, не контролируется.
2.1.6. Шаблонами 914р/22-м и 914р/25 проверяют тяговые поверхности малого и большого зубьев корпуса. При этом шаблон 914р/22-м должен свободно надеваться на малый зуб до упора в его боковую поверхность (рис. 2.5, а), а шаблон 914р/25 - свободно проходить между ударной стенкой зева и тяговой поверхностью большого зуба в зоне 3 до упора ограничителей (рис. 2.5, б) в боковую поверхность этого зуба, при этом выступ 1 шаблона должен опираться на кромку большого зуба 2.
2.1.7. Если при проверке корпуса установлено, что профильная планка своими концами прилегает к контурным поверхностям шаблона неплотно, или проходной шаблон для малого зуба полностью на него не находит, или проходной шаблон для большого зуба не проходит до упора в его боковую поверхность, значит на проверяемых поверхностях имеется лишний металл, который необходимо снять до плотного прилегания профильной планки к контурным поверхностям или до свободного прохода проходных шаблонов на малый и большой зубья.
Если необходимо наплавить ударные поверхности зева и малого зуба корпуса автосцепки, то толщину наплавляемого слоя определяют по зазорам а и б (рис. 2.6) между наплавляемой поверхностью и ребром профильной планки 914р/24-1м.
Для определения наибольшей допускаемой толщины наплавки тяговой поверхности малого зуба нужно из значения зазора в между ребром шаблона 914р/22-м, плотно прижатого к ударной поверхности малого зуба, и тяговой поверхностью вычесть значение ранее определенного с помощью шаблона 914р-м зазора а.
Для определения толщины слоя наплавки тяговой поверхности большого зуба надо из значения зазора г между ребром шаблона 914р/25, плотно прижатого к ударной поверхности зева, и тяговой поверхностью вычесть значение ранее определенного с помощью шаблона 914р-м зазора б.
2.1.8. После ремонта поверхности контура зацепления корпуса должны быть параллельны кромкам шаблона 827р.
2.1.9. Углы зева и малого зуба корпуса проверяют шаблоном 822р (рис. 2.7).
2.1.10. При ремонте поверхностей контура зацепления корпуса не разрешается накладывать сварные швы ближе 15 мм к местам закруглений (рис. 2.8, а). Переход от наплавленной ударной поверхности стенки зева к неизнашиваемой должен быть плавным на длине не менее 15 мм для беспрепятственного скольжения автосцепок друг по другу в момент сцепления. Кромка угла, образуемого наплавленной ударной поверхностью малого зуба и поверхностью, к которой прилегает замок, должна быть без закруглений по всей высоте (рис. 2.8, б). Твердость наплавляемого металла ударно-тяговых поверхностей для грузовых вагонов и локомотивов должна быть не менее НВ 250, для рефрижераторных и пассажирских вагонов и вагонов электропоездов - не менее НВ 450.
2.1.11. Ширина кармана для замка в корпусе считается увеличенной, если при вращении валика подъемника подъемник замка проходит мимо нижнего плеча предохранителя, не задевая его своим верхним широким пальцем. В этом случае соосно с малым отверстием для валика подъемника должна быть приварена шайба такой толщины, чтобы ширина исправленного кармана отвечала требованиям проверки непроходным шаблоном 845р и проходным 848р.
Для проверки шаблон 845р вводят в карман корпуса автосцепки через большое отверстие для валика подъемника до упора во внутреннюю стенку кармана так, чтобы шаблон касался стенки корпуса всей торцовой поверхностью (рис. 2.9, а). При этом цилиндрическая часть шаблона не должна проходить между стенками кармана. Шаблон 848р вводят внутрь головы корпуса через окно для замка и пропускают между стенками кармана. Ширина кармана признается правильной, если мерительная полоса шаблона свободно проходит между стенками по всей ширине кармана (рис. 2.9, б).
Шаблоном 845р также контролируют расстояние от передней кромки отверстия для валика подъемника до стенки отверстия для запорного болта (рис. 2.10). Для этого шаблон устанавливают так, чтобы прямолинейная поверхность а непроходной его планки входила в паз для запорного болта, при этом полукруглая поверхность б шаблона не должна проходить мимо передней кромки отверстия для валика подъемника (положение I). Если поверхность б проходит мимо передней кромки отверстия для валика подъемника (положение II), то необходимо наплавить стенку паза для запорного болта, а затем обработать ее заподлицо с поверхностью задней кромки отверстия для валика подъемника.
После обработки отверстие проверяют шаблоном 845р с установкой запорного болта, который должен свободно входить на свое место и легко извлекаться.
2.1.12. Диаметры и соосность малого и большого отверстий для валика подъемника проверяют шаблоном 797р (рис. 2.11), а положение отверстий относительно контура зацепления автосцепки - шаблонами 937р и 797р (рис. 2.12). Корпус считается годным, если проходная часть шаблона 797р свободно входит в соответствующее отверстие, а непроходная часть шаблона не входит в отверстие до упора в торец прилива корпуса.
Если непроходные части шаблона входят в соответствующие отверстия, значит стенки отверстий изношены и их надо отремонтировать наплавкой с последующей обработкой. После ремонта положение отверстий проверяют шаблонами 937р и 797р (см. рис. 2.12). Для проверки шаблон 937р вводят в карман корпуса, а через отверстие этого шаблона пропускают шаблон 797р. Затем, прижимая шаблон к внутренней стенке и нижней перемычке малого зуба, перемещают его по направлению стрелки А, проверяя при этом зазор а между упором 7 и ударной стенкой 2 зева. Положение отверстий признается правильным, если этот зазор составляет не более 4 мм.
2.1.13. Размеры шипа для замкодержателя и его положение относительно контура зацепления корпуса автосцепки проверяют шаблонами 849р-1,806р и 816р.
Шаблоном 849р-1 контролируют высоту шипа (рис. 2.13). Если в пространство между стенкой со стороны малого зуба и торцом шипа проходит проходная часть шаблона и не проходит непроходная, значит высота шипа соответствует требованиям. Если в это пространство проходит непроходная часть шаблона (шип короткий) или не проходит проходная (шип длинный), то шип должен быть отремонтирован. Проверка производится по всей поверхности торца шипа.
Диаметр и состояние кромки торца шипа проверяют шаблоном 806р (рис. 2.14). С этой целью шаблон плотно прижимают к торцу шипа и перемещают вдоль рукоятки (показано стрелками), последовательно поворачивая рукоятку в зоне А. Если при этом шип проходит в проходной вырез шаблона и не проходит в непроходной, то он считается исправным (годным). В противном случае шип должен быть отремонтирован.
Положение передней поверхности шипа относительно контура зацепления автосцепки проверяют шаблоном 816р (рис. 2.15). Для проверки шаблон вводят в карман корпуса автосцепки и устанавливают так, чтобы опоры 4 были прижаты к внутренней стенке малого зуба, опоры 5 упирались в ударную стенку зева, а внутренняя опора 3 своей нижней плоской частью опиралась на верх шипа для замкодержателя. Удерживая шаблон в таком положении, поднимают заостренный конец стрелки 7 до тех пор, пока выступ 2 на другом ее конце не упрется в переднюю часть поверхности шипа.
Положение 7 шипа считается правильным, если заостренный конец стрелки 7 не выходит за пределы контрольного выреза б в листе шаблона. Шип негоден, если острие стрелки выходит за пределы выреза (положение II).
Если шип не удовлетворяет требованиям проверки хотя бы одного из шаблонов 849р-1, 806р и 816р, то его необходимо отремонтировать и затем проверить вышеуказанным порядком. Но в этом случае к шипу предъявляется более жесткое требование: конец стрелки 7 не должен выходить за пределы более глубокого выреза а шаблона.
Кроме того, нужно проверить положение отремонтированного шипа относительно отверстия для валика подъемника шаблоном 938р (рис. 2.16). Это положение считается правильным, если шаблон отверстием а надевается на шип, а выступом б входит в малое отверстие для валика подъемника. Как у отверстия, так и у шипа шаблон должен прилегать к плоскости кармана корпуса.
2.1.14. Положение полочки для верхнего плеча предохранителя в корпусе относительно шипа для замкодержателя и контура зацепления проверяют шаблоном 834р (рис. 2.17), после того, как будет установлено, что шип для навешивания замкодержателя удовлетворяет требованиям проверки шаблонами 849р-1,806р и 816р.
Для проверки шаблон 834р нужно взять за основание б, ввести в карман корпуса и установить так чтобы упоры 3 и выступы 4 были плотно прижаты к неизнашиваемой части ударной поверхности зева и внутренней стенке малого зуба, а прямоугольная опора 1 опиралась на шип для замкодержателя.
После такой установки шаблона положение полочки по вертикали проверяют поворотом стрелки 2, заостренный конец которой поднимают вверх до тех пор, пока ее задний конец не упрется в верхнюю поверхность полочки. Положение полочки по горизонтали проверяют с помощью движка 5, который передвигают до упора в переднюю кромку полочки. Если острие стрелки 2, опирающейся другим своим концом на рабочую поверхность полочки, располагается вне пределов обеих ступеней контрольного выреза б, значит положение полочки по вертикали неправильное (поз. А). Если указатель движка 5, упирающегося в полочку, располагается вне пределов обеих ступеней контрольного выреза г, то это указывает на неправильное положение полочки по горизонтали (поз. Б).
Для правильного показания шаблона при проверке положения полочки по вертикали необходимо поворачивать стрелку 2 при полностью выдвинутом на себя движке 5, а положение полочки по горизонтали проверять при крайнем нижнем положении указателя стрелки 2.
Полочка, не удовлетворяющая требованиям проверки шаблоном 834р, должна быть отремонтирована или заменена новой.
Новую или отремонтированную полочку также проверяют шаблоном 834р, как описано выше. Но при этом предъявляются повышенные требования, а именно: положение полочки считается правильным, когда указатели стрелки и движка располагаются соответственно в пределах более глубоких вырезов а и в.
2.1.15. Толщина перемычки хвостовика автосцепки СА-3 должна отвечать требованиям проверки непроходным шаблоном 897р-1 или 898р-1 (рис. 2.18, я) в зависимости от вида ремонта подвижного состава (приложение 2) как со стороны верхней, так и со стороны нижней плоскости. Перемычка считается годной, если шаблон не надевается на нее полностью (поз. 7); если шаблон доходит до упора в перемычку, то она негодна (поз. II).
Перемычка, изношенная клином тягового хомута и имеющая размеры менее допустимых, подлежит наплавке. Изношенную торцовую часть хвостовика восстанавливают наплавкой в случае, если длина хвостовика автосцепки менее 645 мм, а для автосцепки СА-ЗМ*1 - менее 654 мм.
Толщина перемычки хвостовика автосцепки СА-ЗМ, измеренная в средней части, должна быть не менее 44 мм при всех видах периодического ремонта подвижного состава. Измерение производится кронциркулем, снабженным мерительной планкой.
2.1.16. Перемычка хвостовика автосцепки СА-3 со стороны клина должна быть обработана таким образом чтобы получилась ровная цилиндрическая поверхность с радиусом кривизны не менее 16 мм и не более 20 мм, с плавным переходом в боковые поверхности стенок отверстия.
* Автосцепка СА-ЗМ устанавливается на 8-осных и некоторых специальных вагонах, а также маневровых 8-осных локомотивах. Допускается при ремонте производить замену автосцепки СА-ЗМ на автосцепку СА-3 с ограничителем вертикальных перемещении при одновременной замене упряжного устройства (тяговый хомут, поглощающий аппарат, клин тягового хомута) в соответствии с проектом ПКБ ЦВ N М 1497.00.000.