







 Рейтинг: 4.2/5.0 (1846 проголосовавших)
Рейтинг: 4.2/5.0 (1846 проголосовавших)Категория: Инструкции
Сварка полипропиленовых труб, инструкция по которой считается довольно краткой, но обязательной к ознакомлению, является достаточно сложным и ответственным процессом, так как ошибок допускать нельзя. Это продиктовано тем, что после демонтажа данные элементы невозможно использовать повторно. Если производить сварку, руководствуясь основными правилами и стандартами, работу сможет выполнить даже начинающий мастер, поэтому необходимо ответственно подходить к данному мероприятию.

Сварка полипропиленовых труб, инструкция к которой включает несколько этапов, осуществляется довольно просто. Для этого следует выполнить несложные процедуры:
Если сварное соединение осуществлено по всем правилам, то его прочностные характеристики, а также показатели долговечности находятся на высоких позициях. Даже при наличии большого внутреннего давления трубопровод, состоящий из полипропиленового каркаса, может прослужить долгое время без необходимости проведения ремонта.

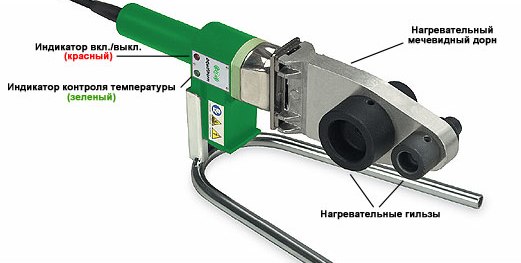
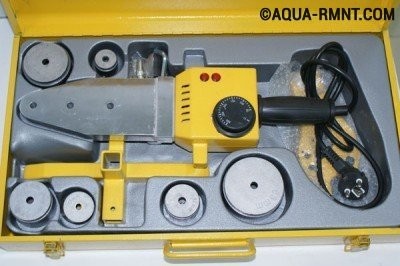
Прибор для сварки полипропиленовых труб является довольно простым в конструкционном плане. Его устройство не вызывает сложностей, так как прибор не содержит дополнительных деталей. Утюг для сварки полипропиленовых труб выполняет большой спектр функций. В нем установлены терморегулятор, ручка и плита, служащая для нагрева рабочей части. На сварную плиту можно прикреплять насадки. Для этого на ней оборудованы специальные участки.
Необходимые приборыСварные насадки обычно входят в стандартный комплект, который предназначен для беспроблемного скрепления полипропиленовых труб. С помощью большой разницы в диаметре можно решать практически любые бытовые проблемы, что обеспечивают устройства в диаметре от 20 мм до 40 мм. Рабочие поверхности, которыми обладают насадки, отличаются тефлоновым напылением, являющимся очень важным, поэтому самостоятельное изготовление сварочных элементов осуществить невозможно. Если поверхность не защитить, она будет подвергаться прилипанию пластика.

Набор для сварки чаще всего содержит внутри инструкцию, в которой не только указываются особенности использования конкретного устройства, но и дается краткое руководство, поясняющее неопытным мастерам правила и порядок действий при осуществлении сварных швов. Несмотря на важные характеристики и описание работ в инструкции, многие новички часто совершают разнообразные ошибки.
Обезжиривание торцов элементов, подвергающихся сваркеДанный этап при проведении работы является обязательным, однако многие мастера игнорируют этот пункт. Следует помнить, что и без такой процедуры обеспечивается должная сварка полипропиленовых труб, инструкция по которой не предусматривает особенных сложностей, однако в этом случае все соединения будут обладать преимущественно низким качеством, а значит, трубопровод нельзя назвать износостойким. Внутренняя поверхность фитингового элемента обрабатывается спиртом. Эта процедура производится перед началом сварки. Также следует обратить внимание на наружную часть нижней трубы, поскольку данное место также необходимо обработать спиртом.

Во время осуществления данного действия автоматически можно удалить мелкую грязь и пыль, которая часто находится на трубах, приобретающихся от изготовителя. Это поможет оградить тефлоновую внешнюю поверхность насадок от разнообразных повреждений. При этом должна соблюдаться оптимальная температура сварки полипропиленовых труб, которая равняется примерно 240-260 градусам.
Необходимые действияНепосредственно перед осуществлением процедуры следует тщательно обработать сами насадки, так как данный аспект предусматривает технология сварки полипропиленовых труб. Для этого они осматриваются и обрабатываются спиртом, который наносится ватой. Данная процедура предназначена для того, чтобы пластик не царапал тефлоновую поверхность при снятии остатков расплавленного пластика после осуществления сварки.
Точная разметка глубины посадкиКонец трубы должен быть правильно посажен в фитинг, что обязательно регулируется при проведении работ по сварке полипропиленовых труб. Существуют фитинги различного калибра, из-за чего при приобретении конкретных марок глубина сварочного соединения меняется. Чтобы впоследствии не было осложнений, необходимо предварительно измерить ее, воспользовавшись штангенциркулем с линейкой.

Данный аспект выполняется для того, чтобы предотвратить введение трубы в специальное отверстие, которое находится в сварочной насадке, на слишком глубокий уровень. Если данный аспект не будет выполнен, проходное отверстие пострадает из-за сужения сечения, также возможна непредвиденная запайка трубы, что испортит всю конструкцию.
Специальное приспособлениеЧтобы осуществить правильную разметку труб для сварки, необходимо знать множество тонкостей для правильного осуществления этого действия. Из-за всех возможных осложнений при осуществлении данного действия рекомендуется самостоятельно произвести изготовление специального приспособления, которое способно сберечь не только силы, но и нервы его обладателей. Если диаметр трубы составляет 20 мм, то для ее оптимального выполнения придется задействовать кусок трубы, составляющий 32 мм в диаметре.

Труба с диаметром 20 мм должна опускаться при посадке на глубину в 15 мм. В этом случае придется от куска трубы 32 мм в диаметре отрезать участок 15 мм в ширину, который по форме будет напоминать кольцо. Данный элемент часто применяется для уточнения разметки линии, которая указывает на глубину установки трубы.
Использование данного устройства достаточно удобно, особенно в том случае, если свариваются полипропиленовые трубы, имеющие одинаковый диаметр, в значительном количестве. Мерное кольцо можно самостоятельно модернизировать, если быстро сделать дно для него. В качестве конструкционного материала подходят как пластик, так и картон. Это указывает на то, что процесс разметки можно сократить до минимального. Время сварки полипропиленовых труб также строго ограничено, обычно оно составляет примерно 15 секунд.
Потребуется участие не менее двух человекЕсли сварка полипропиленовых труб происходит там, где находится участок их дислокации, необходимо задействовать минимум два человека, чтобы исключить опасные ситуации или действия, приводящие к порче оборудования совместно с материалами для работы. Один работник обязан удерживать сварочный аппарат в правильном положении, а второй может стыковать конец основного элемента и установленный фитинг, в который включена насадка для сварки полипропиленовых труб, а затем осуществлять их скрепление между собой.

Одной из главных ошибок застройщиков часто называют нагревание конструкционных элементов дольше, чем установлено официальными нормами. Из-за такой неосторожности наблюдается сужение просвета трубы, что влияет на эксплуатационные характеристики готового трубопровода.
Сварка полипропиленовых труб, инструкция к которой не включает сложных этапов, предусматривает некоторые трудности, однако при должной внимательности выполнима даже человеком, неопытным в данной сфере. Следует проявлять аккуратность, тогда данная процедура пройдет успешно.
Добавить комментарий


















Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
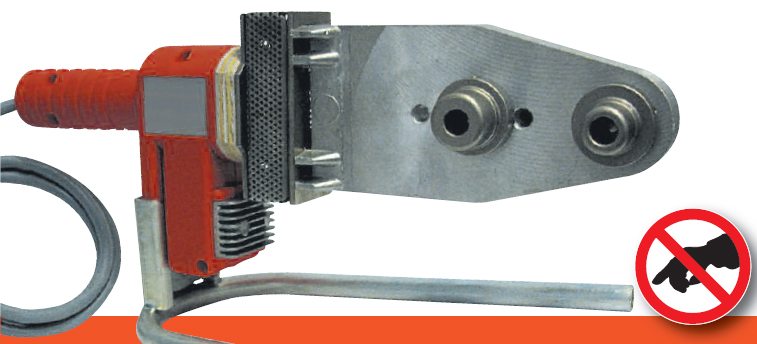
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
 Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.
 В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
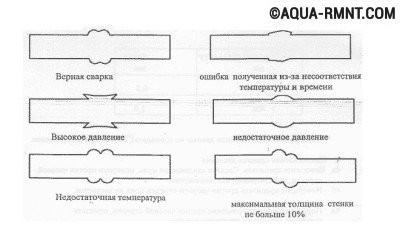 На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Что хочу добавить - еще должен быть у труб ровный срез под 90 град, заусенцы от среза должны обязательно быть зачищены. Резать трубы нужно очень острыми инструментами, иначе может возникнуть деформация трубы, что может вызвать проблемы с соединением. Аппарат для сварки труб должен быть с подставкой, поскольку работы по сварке нельзя вести на весу, обязательно наличие насадок. Также, можно сварить полипропиленовые трубы холодной сваркой с использованием нагрева до 60 град и специального клея. Соединения с помощью клея так же прочны, как и сварка с помощью нагрева, но их нельзя использовать под горячую воду только под холодную.
Я выбираю полипропилен в особых случаях - это водопровод открытого типа или поливочная система. Так как для других работ где бюджет нормальный (и требуют высокое качество) полипропилен не годится и на этом я не рекомендую экономить. Так что используйте сшитый полиэтилен, на опрессовке надводной гильзой и без спайки. Это будет самый надёжный водопровод или система отопления.
 При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги. соответствующие конструкции инженерной сети.
При замене старого трубопровода или создании новой водопроводной системы оптимальным вариантом станут полипропиленовые трубы. Для монтажа водопроводных, отопительных, канализационных систем довольно часто используется сварка полипропиленовых труб — инструкция процесса проста и не вызывает затруднений в реализации. Технология сварки носит название раструбной — здесь трубы соединяются не в стык, а через переходники-фитинги. Для ее реализации потребуется лишь сварочный аппарат, собственно трубы и фитинги. соответствующие конструкции инженерной сети.
Сварка полипропиленовых труб своими руками позволяет получить конструкцию высокого качества, долговечную и надежную. Происходит это потому, что и сам материал обладает очевидными достоинствами:
Важно: Единственным ограничением на использование полипропиленового водопровода является температура среды, которая не должна превышать 95 градусов.
Во всей конструкции местом с недостаточной прочностью могут оказаться стыки — а их качество зависит от того, насколько точно будет соблюдена технология сварки. Естественно, потребуется также правильно выбрать соответствующие назначению трубопровода элементы и фитинги.
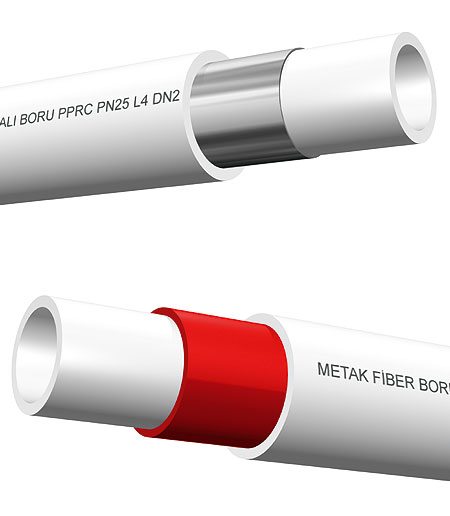
Что потребуется для сварки полипропиленовых трубИнструкция по сварке полипропиленовых труб подразумевает и правильный выбор комплектующих. В зависимости от типа трубопровода можно выбрать следующие трубы:
Также для сварки труб понадобятся фитинги. Они могут быть монохромные (полностью полимерные) или комбинированные (дополненные металлической вставкой с резьбой). Последние используются в случае, когда полипропиленовые трубы нужно соединить с металлическими. Также создание трубопроводов предусматривает и использование запорной арматуры (кранов).
Сварка полипропиленовых труб своими руками также подразумевает использование следующего инструмента:
Как правило, сварочный аппарат комплектуется и ножницами для резки, и специальными тефлоновыми насадками, которые следует использовать при работе с различными диаметрами трубопровода. Стоимость такого комплекта не слишком высока, но если вы планируете разовые работы, то инструмент можно и арендовать.
Особенности технологического процесса сваркиОсталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата для труб в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы. Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима.
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
Прогретые трубу и фитинг соединяют так, чтобы соосность трубы и фитинга соблюдалась. Детали при стыковке нельзя вращать. иначе такое соединение может в будущем дать течь. Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр. Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
Как выбрать аппарат для сварки труб из полипропилена читайте в нашей статье-обзоре .
Сварка полипропиленовых труб видеоА здесь вы можете посмотреть видео по теме нашей статьи.

Полипропиленовые трубы нашли широкое применение в системах водоснабжения, отопления и подачи сжатого воздуха. Широкое распространение трубы из полипропилена получили благодаря своим длительному срок службы более 50 лет, простоте монтажа и сварки, а также низкой стоимости самих труб и фитингов к ним. Ключевым моментом прокладки водопровода или отопления является соединение элементов. Все элементы полипропиленовых труб соединяют с помощью сварки (пайки). Технология сварки полипропиленовых труб проста и доступна каждому, однако важно неукоснительно ее соблюдать, т.к. это залог длительного срока службы водопровода.
Для работы с полипропиленовыми трубами необходимо иметь два специальных инструмента: сварочный аппарат для полипропиленовых труб и ножницы для резки труб. Так же необходимы дополнительные элементы к сварочному аппарату — это насадки. Применяется 4 варианта насадок для труб диаметром 20 мм, 25 мм, 32 мм, 40 мм.
Перед началом сварки труб необходимо разогреть сварочный аппарат до нужной температуры. Если пайка труб выполняется в помещении при средней температуре воздуха 10 - 30 градусов, то для сварки труб диаметром 20 мм, 25 мм необходимо выставить температуру на сварочном аппарате 250 - 260 градусов, для труб диаметром 32мм, 40 мм – 270 - 290 градусов.
Если пайка труб выполняется на улице либо при пониженной температуре или на ветру, то режим работы паяльника нужно подбирать индивидуально. Как правило, в случае работы при неблагоприятных условиях, для качественной пайки труб температуру разогрева сварочного аппарата необходимо увеличивать на 20 - 30 градусов.
Перед сваркой двух элементов необходимо убедиться в отсутствии заусенцев и загрязнений на свариваемых поверхностях, и при необходимости их удалить. На соединяемых деталях необходимо поставить метки. Метки удобно делать маркером. Первая метка будет означать глубину сварки. Эту метку необходимо ставить на трубе на расстоянии 10 мм от торца трубы. Вторая метка ставится на трубе и фитинге и обозначает правильное положение элементов при соединении.

Для сварки трубы и фитинга поднесите оба элемента к сварочному аппарату и насадите их одновременно на насадки. Трубу помещают в насадку до отметки, фитинг до упора. Далее необходимо удерживать соединяемые детали неподвижно. При пайке труб диаметром 20 мм время удержания должно быть около 5 с, 25 мм – 7 с, 32 мм – 8 с, 40 мм – 12 с.

После необходимой выдержке на сварочном аппарате, снимите элементы с насадок и соедините, руководствуясь метками. В таком положении необходимо удерживать детали до твердения полипропилена, примерно 5 – 15 секунд. При соединении свариваемых деталей их нельзя поворачивать друг относительно друга. Это может привести к некачественной сварке элементов.
Сварку полипропиленовых труб удобно выполнять на верстаке, закрепив сварочный аппарат с помощью зажима. Естественно так можно спаять не весь водопровод, однако варить трубы с неподвижным сварочным аппаратом проще и быстрее, чем на весу. Поэтому работу по сварке следует планировать таким образом, чтобы большую часть элементов соединить на верстаке, а затем собранные части водопровода соединить непосредственно на месте.
При сварке полипропиленовых труб могут применяться различные фитинги. Наиболее распространены следующие виды фитингов:
В целях экономии материалов и снижения объема сварочных работ могут применяться комбинированные фитинги, например, фитинг тройник с переходом на дюймовую резьбу и др. При проектировании нового водопровода фитинги подбираются индивидуально.
Для удобства выполнения сварочных работ водопровод из полипропилена ведет от основного стояка. Большим достоинством полипропиленовых труб является возможность монтировать их в теле стены. В этом случае предварительно делают штробу для укладки водопровода. Сваривают водопровод, после чего устанавливают его в подготовленные штробы.
Мы рассмотрели технологию сварки полипропиленовых труб, а также основные элементы водопровода и их назначение. С их помощью можно сварить водопровод любой сложности, который благодаря свойствам полипропилена и качественной сварке прослужит ни одно десятилетие.

Монтаж полипропиленовых труб своими руками - как правильно варить / паять полипропиленовые трубы

Подключение накопительного водонагревателя в квартире - горячая вода будет всегда
Как выбрать паяльник для полипропиленовых труб - описание главных характеристик и дополнительных приспособлений паяльника

Водопровод в квартире - обзор труб для монтажа водопровода, достоинства / недостатки
Сейчас уже никто не поддаёт сомнению надёжность полипропиленовых труб. При правильной эксплуатации они могут прослужить порядка 50 лет. Всё благодаря уникальности материала, который не гниет и не поддаётся коррозии.
Но чтобы всё прошло по плану, и ваш трубопровод служил вам много лет, необходимо осуществить правильную сварку полипропиленовых труб. Для этого вам понадобится следовать инструкции.
Внимание. Полипропилен — разновидность пластика.
Благодаря своим уникальным свойствам и долгому сроку эксплуатации полипропиленовые трубы практически вытеснили из рынка металлические изделия. Как результат всё больше людей, хотят знать, как правильно осуществлять сварку таких труб.
Начать стоит с того, что есть давно проверенная инструкция сборки полипропиленовых труб. Она позволит вам не только соединять одинаковые по диаметру изделия, но и делать сложные разводки. Для этого используются специальные переходники.

Инструкция по монтажу полипропиленовых труб также включает в себя работу с обводами и монтаж разного рода арматуры. Как результат вы сможете собрать систему любой конфигурации.
К сожалению, без недостатков не обошлось. Несмотря на все свои преимущества, после сварки и монтажа полипропиленовые трубы разъединить не получится. Мало того, даже если вы их разъедините повторно использовать изделия не выйдет. Именно поэтому вы должны делать всё по инструкции. В таком случае созданная конструкция не потребует доработки.
Свариваем полипропиленовые трубы Необходимое оборудование
Подготовка к процессу сварки полипропиленовых труб начинается с подбора подходящего инструмента. Для того чтобы сделать всё точно по инструкции вам понадобятся:
Каждый из этих инструментов вы сможете найти в строительном магазине. Но здесь есть один нюанс, чтобы сварка полипропиленовых труб прошла точно согласно инструкции необходимо покупать не самое дешёвое оборудование. К примеру, качественный аппарат для сварки позволяет работать значительно дольше без повреждения тефлонового слоя насадок.
Совет. Если вы не хотите тратить средства на покупку аппарата для сварки полипропиленовых труб согласно инструкции, возьмите его в аренду.
В большинстве случаев насадки идут вместе с аппаратом. Но дешёвые аналоги могут их не иметь. Поэтому если увидите слишком низкую цену, обязательно поинтересуйтесь комплектом поставки.
Инструкция по сварке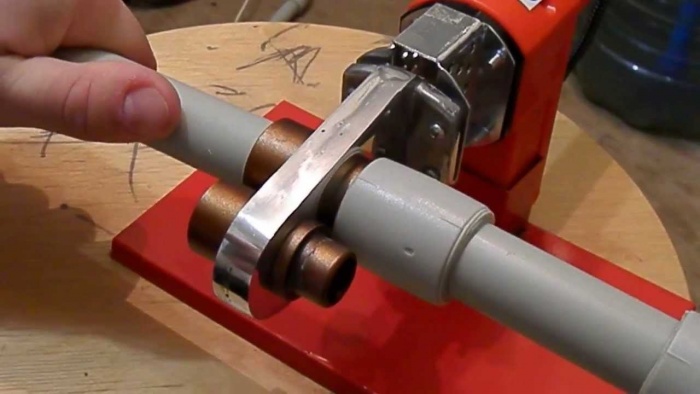
Аппарат для сварки не представляет собой что-либо сверхсложное. Пользоваться им довольно удобно. Особенно если он качественно сделан. Сама инструкция по сварке полипропиленовых труб состоит из таких этапов:
При соединении полипропиленовых труб по инструкции вы должны строго выдерживать угол среза. В противном случае о герметичном шве можно забыть. В самом конце соединение зачищается.
Внимание. Зачистка делается только после того, как шов остыл.
Нюансы технологии сварки
Чтобы сварка пропиленовых труб прошла согласно технологии, необходимо знать некоторые важные технические нюансы этой процедуры. Начать нужно с того, как правильно нагревать детали.
Нагрев производится с внешней стороны по краю трубы. В свою очередь, муфта прогревается изнутри. При этом глубина прогрева не должна быть слишком большой. Лишь после этого вы сможете соединить детали согласно инструкции.
Технология сварки полипропиленовых труб согласно инструкции в действительности довольно проста. В месте, где две детали соединяются, нагретый ранее материал сваривается.
Чтобы сделать разрезы точно по инструкции, необходимо не забыть про фаску. В качестве стандарта лучше всего взять немецкую норму DVS-2207-1. Согласно этому стандарту наклон составляет 15 градусов, а углубление в районе 2-3 мм.
Если же брать отечественный стандарт, то фаску по инструкции нужно делать в 45 градусов. При этом углубление составит треть толщины трубы. В действительности для сварки полипропиленовых труб подходят оба варианта. Если же говорить об их эффективности. То никаких достоверных данных по этому вопросу нет. Но большинство строителей применяет именно немецкий вариант.
Внимание. Перед фаской полипропиленовую трубу и внутреннюю часть фаски по инструкции необходимо очистить. Также не помешает обезжиривание.
Аппарат для сварки должен быть установлен на специальной подставке. Сам процесс сварки выглядит следующим образом: с одной стороны, насаживается фитинг, а с другой — труба.
После того как детали дойдут до нужной кондиции — их нужно быстро снять, чтобы тут же соединить. Чем меньше период остывания, тем больше сварка полипропиленовых труб будет отвечать инструкции по стандартам качества.

Внимание. Время удержания деталей зависит от диаметра и толщины полипропиленовой трубы.
Нельзя допустить перегрева деталей. Если это произойдёт, то фитинг и труба скорей всего деформируются. Всё из-за потери прочности, которая вызвана слишком высокой температурой. Естественно, что после такого соединение будет невозможным.
Недостаточный нагрев при сварке полипропиленовых труб по инструкции строго запрещён. Дело в том, что соединение, сделанное таким образом, не будет обладать нужной надёжностью. Из-за этого в значительной мере повышается риск потери герметичности всей конструкции. О длительном сроке эксплуатации в таком случае не может идти и речи.
Чтобы вставить трубу в гильзу нужно будет приложить определённое усилие. Тоже касается и фитинга. Дело в том, что насадки сделаны в виде конусов. При этом их наклон составляет пять градусов. При этом диаметр рабочей поверхности, соответствует изделию только в середине.
Когда вы вставляете изделие в гильзу, нужно довести его до упора. Сложность заключается в том, что давить дальше ни при каких обстоятельствах нельзя. Это может повредить конструкцию.
При сильном придавливании ухудшается проводимость изделия. Это из-за того, что на конце образуется утолщение. Но так как оно находится внутри, со стороны его заметить непросто. Поэтому нужно проявить максимальную осторожность.

Чтобы не ошибиться и всё сделать по инструкции замеряйте глубину гильзы. После этого возьмите линейку и сделайте соответствующую пометку на трубном изделии. Подобная предосторожность застрахует вас от неприятных неожиданностей.
Внимание. Когда вы соедините изделие вместе с муфтой, у вас в запасе будет несколько секунд, чтобы поправить их положение.
Обезжириваем область сваркиЧтобы добиться хорошего и качественного соединения, необходимо для начала обезжирить область сварки. Возьмите ватку и налейте на неё немного спирта. После этого обработайте внутреннюю часть фитинга. Тоже нужно сделать с концом трубы.
Не забудьте удалить частички абразива. Даже пыль может негативно повлиять на качество соединения посредством сварки полипропиленовых конструкций. Именно поэтому так много внимания в инструкции уделяется этому вопросу.
Внимание. Пыль и абразив вредят тефлоновому покрытию аппарата для сваривания.
Спиртом нужно обработать не только детали, но и насадки. Эта предосторожность позволит избежать налипания пластика. Благодаря этому риск повреждения тефлонового покрытия также уменьшается. Подобное случается довольно часто, когда механическим путём удаляются остатки засохшего полипропилена с рабочей поверхности.
Как проводится монтаж
Монтаж делается тогда, когда смонтированы элементы с фитингами. Также должны быть установлены повороты. Последние лучше всего сваривать отдельно, чтобы не нарушать инструкцию.
Не забывайте, что согласно общей строительной инструкции вы должны позаботиться о переходах между стенами. Также нужно сделать подключение к вводам. Тогда сваривание можно будет осуществлять на весу.
К стенам трубные изделия прикрепляются посредством хомутов. Они обеспечивают надёжное крепление и могут прослужить не один десяток лет. Сама полипропиленовая конструкция просто вдевается в них.
Внимание. Если у вас частный дом, то пластиковые конструкции не подводятся напрямую к котлу. Для этого понадобится специальный фитинг.
Главной частью фитинга, который соединяет полипропиленовую конструкцию с котлом, является металлическая часть, длина которой около полуметра. Именно она подключается напрямую к обогревателю.
Достоинством конструкций из полипропилена является то, что их можно с лёгкостью прокладывать внутри стен, и это никоим образом не нарушит инструкцию по эксплуатации жилого здания. Тем не менее перед тем как начать пользоваться трубопроводом необходимо осуществить проверку герметичности.
ИтогиКак видите, инструкция по сварке полипропиленовых труб не представляет собой что-либо особо сложное. Достаточно следовать рекомендациям, выдерживать правильную температуру и не забывать о предварительной очистке и обезжиривании деталей.

Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали.
На практике сварка очень часто применяется для того, чтобы провести монтаж труб отопления, водоснабжения и канализации для дачи. с применением фитингов и труб, выполненных из полипропилена.  Нагревание свариваемых поверхностей происходит при помощи нагретого металлического инструмента – сварочными насадками, покрытыми тефлоновым слоем.
Нагревание свариваемых поверхностей происходит при помощи нагретого металлического инструмента – сварочными насадками, покрытыми тефлоновым слоем.
Свариваются внутренняя поверхность фитинга и наружная поверхность трубы, что и определяет составные части инструмента:
Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора. Сделать это нужно очень быстро, настолько, насколько возможно.

Сварка и пайка пластиковых труб
В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный.
При этом у сварочных насадок конические поверхности и диаметр в их средней части равен номинальному, поэтому, не произведя нагрев совместить трубу и фитинг не получится не только друг с другом, но и со сварочными насадками.
По мере того как происходит совмещение горячей сварочной насадки вместе с трубой, происходит оплавление наружного слоя трубы и выдавливание валика, при этом происходит достаточный прогрев внутренних слоев трубы для того, чтобы сжаться и не препятствовать входу трубы в сварочную насадку. Мало отличаются процессы, происходящие при совмещении дрона и фитинга.
Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет.

Аппарат для пайки труб Candan cm04
Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту.
При этом верхушка сварочной насадки до упора фитинга, расположенного внутри, не доходит, но происходит на ползание гранта на внутренний упор фитинга.
При дальнейшем продвижении трубы внутрь насадки ее торец в конечном итоге упирается в то же округлое основание. При этом происходит оплавление и скручивание наружного ребра торца, также выдавливается грант, имеющий небольшую высоту.
В тот момент, когда упирается труба и фитинг можно почувствовать рукой, причем это ощущается не только при выполнении ручной сварки, но и при сварке на сварочном аппарате.
Вашему вниманию! Важно помнить о том, что после того как будет найден упор, больше давить не нужно.

Сварка труб ПВХ
Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов.
Как долго держать трубы, зависит от их диаметра.После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора.
При этом происходит упругое сжимание трубы и упругое растягивание фитинга. В результате поверхности начинают давить друг на друга, воздух вытесняется и обеспечивается перемешивание расплавленных материалов.
Паяльник для труб
Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев.
Монтаж трубВ том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь.
Естественно, что после соединения детали все еще будут пластичными. Для того чтобы не произошла деформация соединений, детали желательно зафиксировать на некоторое время, которое называется фазой «фиксации».

Стыковая сварка пластиковых труб из полипропилена и полиэтилена
Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы.
После того как пройдет фаза «фиксации», слои перестают быть пластичными. Правда, окончательную прочность соединение приобретет только тогда, когда трубы остынут до 40 градусов. Время, за которое это произойдет, также зависит от диаметра.
Защищаемся от ошибокВ том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной .
Чаще всего случается еще и так, что труба во время нагрева не была введена до упора в сварочную насадку. Тогда снаружи все выглядит нормально, правда, в фитинге образуется слабое место.
Совет! Еще одна часто встречающаяся ошибка – это чрезмерное усилие при совмещении и/или нагреве трубы. В таком случае происходит выдавливание большого грата. В установленном трубопроводе это будет препятствовать потоку газа или жидкости.
Раз уж зашел разговор о сварке, то нельзя не отметить, что существует холодная сварка для труб.
Холодная сварка упрочнена сталью и предназначена для того, чтобы быстро и надежно склеивать, ремонтировать, герметизировать соединения, а также для того, чтобы восстанавливать утраченные фрагменты изделий из цветных и черных металлов и чугуна, которые работают при температурах от -60 до +150 градусов.

Такая сварка прекрасно подойдет для герметизации и ремонта труб и радиаторов отопления при замене труб в квартире. Может применяться даже в помещениях с повышенной влажностью. Также у нее хорошая адгезия к замасленным и влажным поверхностям.
Сварка полимерных труб остается пластичной не больше пяти минут с момента замешивания.
Замешенный материал годен в течение пяти минут при температуре около 20-ти градусов. Полностью схватывается состав в течение 15-20-ти минут после того как будет нанесен. Нагрузку можно давать уже через два часа.
Вашему вниманию! При использовании состава следует предупредить попадание в глаза и на кожу.
Для этого лучше воспользоваться резиновыми перчатками для проведения работ. В том случае, если сварка все-таки попадет в глаза, то нужно промыть их водой и посетить врача.
С кожи состав легко смывается водой с мылом.
Не следует применять состав на поверхностях, которые будут контактировать с продуктами питания.






