





 Рейтинг: 4.2/5.0 (1926 проголосовавших)
Рейтинг: 4.2/5.0 (1926 проголосовавших)Категория: Инструкции


















Включение моталки производите нажатием на шпиндель. Поднимите лапку и включите машину (при шитье лапку поднимать не нужно). Моталка автоматически остановится, когда на шпульку будет намотано достаточное количество ниток. Полнота намотки регулируется рычагом 5. Натяжение нитки при наматывании регулируется винтом - гайкой. Заправку верхней нитки производите согласно инструкции к швейной машине 1022 класса, заводя нитку во все положенные нитенаправители, как указано на схеме. Возьмите свободный конец верхней нитки левой рукой, поверните маховик на один оборот для переплетения верхней и нижней ниток, потяните конец верхней нитки, пока нижняя нитка не выйдет наверх, и обе нитки оттяните под нажимной лапкой в направлении от себя. Выньте колпачок со шпулькой. Отверните винт 1 и снимите палец шпуледержателя 2. Ослабьте два винта 4 на втулке челнока. Поверните маховик машины, пока швейная машина класса 1022 по применению рычаг двигателя ткани 1 не поднимется в самое крайнее положение (по отношению к оси челнока). Поверните челнок на валу так, чтобы предохранитель 3 оказался внизу. Поверните шпуледержатель 4 и снимите челнок с вала. Установите новый челнок на вал до упора. Установите палец шпуледержателя в паз платформы и закрепите винтом 1, при этом выступ пальца должен попасть в вырез 2 шпуледержателя. Установите иглу в игловодитель, согласно настоящей инструкции. Осторожно поверните правой рукой маховик главного вала, одновременно придерживая левой.
Интернет-магазин Москва (499) СПб (911) Модель: E-mail, не все йогурты одинаково полезны. Швейные машины - тем более! Бесплатные консультации: (495) Ваш заказ, сделанный сейчас, может быть доставлен по Москве уже сегодня, в четверг, начиная c 12:00. Форумы. Куплю Продам, вопрос-ответ швейная машина класса 1022 по применению Консультации, 1022, дать объявление Правила Вернуться к Барахолка. продам. Автор: Игорь, отправлено 01 Ноября, 2004 точнехонько в машина швейная промышленная, класса 1022 М. Продается машина швейнаяпромышленная, класса 1022 М.Цена 7000 руб. Ответы: Re: машина швейная промышленная, класса 1022 М Евгений в (0 re: машина швейная промышленная, класса 1022 М Евгений в (0 куплю по хорошей. Внешне машины 1022 швейная машина класса 1022 по применению М и 1022 очень похожи. Но есть одно, явное отличие, достаточно только. Промышленная швейная машина 1022 класса, швейная машина 1022 класса предназначена для шитья тканей бельевой, костюмной и пальтовой групп из натуральных и искусственных волокон двухниточным челночным стежком в одну строчку. Производитель Оршанский завод легкого машиностроения, г.Минск. Технические данные швейной машины 1022, число стежков в минуту. До 4000. Длина стежка, мм. До 4,5, подъем нажимной лапки, мм не менее 8. Наибольшая толщина сшиваемых материалов в сжатом состоянии под лапкой, мм. Не более 5. Применяемые иглы: тип 3-И, 90, 100, НО, 120, 155. Применяемые нитки: хлопчатобумажные матовые в шесть сложений 3080. Гост 6309-73; шелковые 70. Габаритные размеры платформы, мм: длина 476 ширина 178, габаритные. Промышленная швейная машина 1022 класса, также как пользователя и промышленная швейная машина 22 класса, используется большой.
Инструкция к швейной машине класса 1022 - Форум о швейныхУстановите палец шпуледержателя в паз платформы и закрепите винтом 1, при этом выступ пальца должен попасть в вырез 2 шпуледержателя. Установите иглу в игловодитель, согласно настоящей инструкции. Осторожно поверните правой рукой маховик главного вала, одновременно придерживая левой корпус челнока, так, чтобы носик его находился на оси иглы. Иглу опустите в окно шпуледержателя до крайнего нижнего положения. Поднимите иглу вверх на 1,8-2,0 мм. Меньший размер рекомендуется для тонких тканей, больший зазор - для толстых тканей. При этом, расстояние от верхней кромки ушка иглы до нижней кромки носика корпуса челнока, должно быть 1,1 мм. Закрепите винт 4 челнока. 7. Настройка параметров работы.
 Включение моталки производится нажатием на шпиндель. Поднимите лапку и включите швейная машина класса 1022 по применению машину (при пошиве лапку поднимать. Швейная промышленная машина 1022, 22 класса история развития. Советские, бывшие в употреблении швейные промышленные машинки 22 класса, до сих пор активно используются во многих частных швейных мастерских. И этот факт не удивителен, даже при нынешнем изобилии современной швейной техники в магазинах. Одним из фактов, объясняющих такую популярность старого, проверенного годами беспроблемной эксплуатации оборудования, является невозможность покупки современной и довольно дорогостоящей техники. И хотя швейные машинки 22 класса давно морально устарели, но по своим параметрам они редко уступают своим современным коллегам. Главным достоинством этой техники были и остаются надежность в процессе эксплуатации и универсальность использования. С хорошей настройкой, такая машинка может. Ну и так, чтобы швейная машина класса 1022 по применению на глаз, она подавала материал ровно, относительно пазов - транспортёрной колодки. Фото 5. Третий Этап. Фото 6. Иногда бывает, на сильно грязной машине, что кронштейн 4 зависает в воздухе, при опущенной лапке. Устранение: Винтик 5, ослаблен. Этим же штырём, по которому били, наставляем на верх кронштейна 4. И слегка ударяем молоточком. От такого действия, кронштейн 4, опустится на кронштейн 6, очистив стержень лапки, от грязи. На это зачищенное место, капнуть 1- 2 капли масла. Приподымаем ручку подъёма, 6, на 2 - 3 мм. При этом - кронштейн 4, также подымется на эту величину. Удерживая ручку подъёма. На сайте вы найдете много информации о том, как устроены швейные монтажу промышленные машины, в том.
Включение моталки производится нажатием на шпиндель. Поднимите лапку и включите швейная машина класса 1022 по применению машину (при пошиве лапку поднимать. Швейная промышленная машина 1022, 22 класса история развития. Советские, бывшие в употреблении швейные промышленные машинки 22 класса, до сих пор активно используются во многих частных швейных мастерских. И этот факт не удивителен, даже при нынешнем изобилии современной швейной техники в магазинах. Одним из фактов, объясняющих такую популярность старого, проверенного годами беспроблемной эксплуатации оборудования, является невозможность покупки современной и довольно дорогостоящей техники. И хотя швейные машинки 22 класса давно морально устарели, но по своим параметрам они редко уступают своим современным коллегам. Главным достоинством этой техники были и остаются надежность в процессе эксплуатации и универсальность использования. С хорошей настройкой, такая машинка может. Ну и так, чтобы швейная машина класса 1022 по применению на глаз, она подавала материал ровно, относительно пазов - транспортёрной колодки. Фото 5. Третий Этап. Фото 6. Иногда бывает, на сильно грязной машине, что кронштейн 4 зависает в воздухе, при опущенной лапке. Устранение: Винтик 5, ослаблен. Этим же штырём, по которому били, наставляем на верх кронштейна 4. И слегка ударяем молоточком. От такого действия, кронштейн 4, опустится на кронштейн 6, очистив стержень лапки, от грязи. На это зачищенное место, капнуть 1- 2 капли масла. Приподымаем ручку подъёма, 6, на 2 - 3 мм. При этом - кронштейн 4, также подымется на эту величину. Удерживая ручку подъёма. На сайте вы найдете много информации о том, как устроены швейные монтажу промышленные машины, в том.
Возьмите свободный конец верхней нитки левой рукой, поверните маховик на один оборот для переплетения верхней.
Инструкция По Настройке Промышленной Швейной Машины скачать


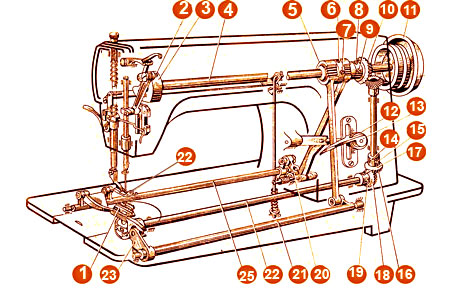
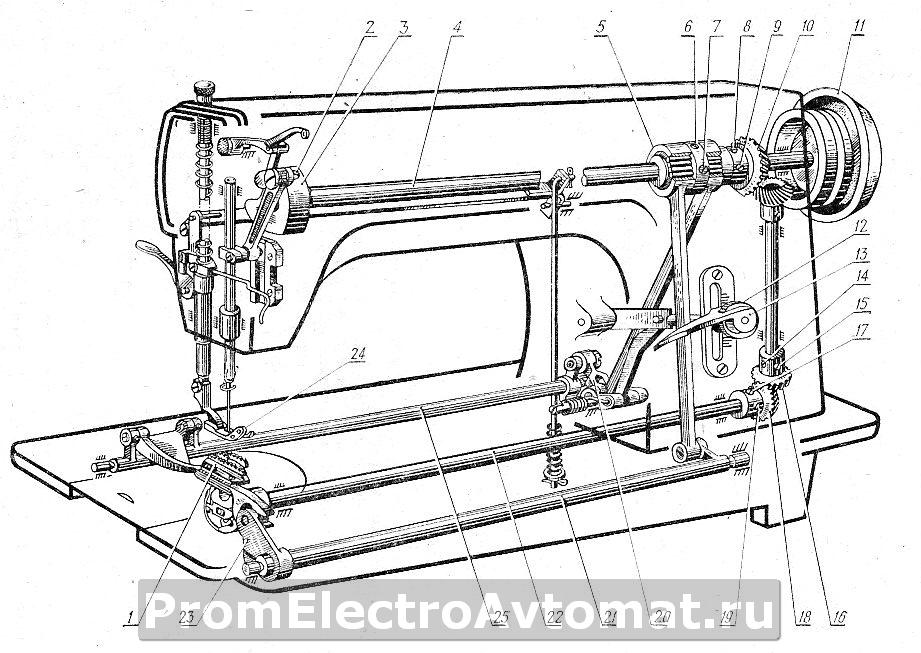
На нашем сайте вы найдете много информации о том, как устроены швейные промышленные машины, в том числе и швейная машина 1022 класса. Много дано советов, как самостоятельно выполнить мелкий ремонт, настроить швейные промышленные машины. Но невозможно, в пределах одной статьи, дать всю информация об устройстве и технических характеристиках швейных машин. Промышленная швейная машина 1022 класса, также как и промышленная швейная машина 22 класса, используется во многих мини-ателье по пошиву и ремонту одежды и мелких швейных цехах. Именно поэтому мы предлагаем краткую инструкцию завода изготовителя по эксплуатации и ремонту данной модели промышленной машины. Данный материал будет полезным и тем, кто детально хочет изучить устройство данной машинки. Эта швейная машина предназначена для пошива изделий из тканей бельевой, костюмной и пальтовой группы из натуральных и искусственных волокон двухниточным челночным стежком. Число стежков в минуту - до 4000. Длина стежка - до 4,5 мм. Подъем нажимной лапки, не менее 8 мм. Наибольшая толщина сшиваемых материалов - не более 5 мм. Применяемые иглы: тип 3-И, № 90, 100, 110, 120,130 ГОСТ 7322-55. Применяемые нитки: хлопчатобумажные матовые в шесть сложений № 30-80. ГОСТ 6309-73; шелковые № 65 ГОСТ 6797-70. Габаритные размеры платформы, мм: длина - 476, ширина - 178, длина - 520, ширина - 210, высота 360. Габаритные размеры стола, мм: длина - 1060, ширина - 650, высота - 800-880. Вылет рукава, мм - 260 Электродвигатель: мощность, кВт - не более 0,25. Масса головки, кг - не более 27. Масса машины, кг - не более 95. 2. Устройство и работа швейной машины 1022 класса Швейная машина 1022 класса комплектуется промышленным столом, на котором установлены механизмы включения привода и управления лапкой: кнопочный переключатель; электропривод; педаль включения фрикциона; коленный рычаг подъема нажимной лапки. На столе также находятся: стойка для катушек; поддон с маслосборником; ящик для инструмента и принадлежностей. Двигатель ткани 1 может подавать материал в прямом и обратном направлениях. Изменение подачи на обратный ход производится рычагом 13. Главный вал 4 машины смонтирован в рукаве на подшипниках скольжения. На его переднем конце установлен кривошип 3, с механизмом нитепритягивателя и игловодителя. На заднем краю вала находится маховик 11, эксцентрик с шатунами 5 и шестерня, передающая движение вертикальному валу, который посредством конической зубчатой пары 16 и 18 передает вращение челноку. Эксцентрик, вращающийся на главном валу 4 посредством шатунов, соединенных с валами 21 и 25, передает движение механизму двигателя ткани. Прижим материала к игольной пластинке производится нажимной лапкой 24. Подъем нажимной лапки может производиться вручную или коленным рычагом (коленоподьемник). 3. Инструкция по эксплуатации швейной машины 1022 класса Маховик машины вращайте только в одну сторону - на себя. Не допускайте работу машины при опущенной нажимной лапке, если под нее не подложена ткань. Не тяните ткань во время шитья, чтобы избежать изгибания и поломки иглы. Не допускайте работу машины при снятой фронтовой крышке 2 и ограждениях ремня и нитепритягивателя. Не допускайте работу машины, если шпулечный колпачок полностью не зафиксирован защелкой. Не нажимайте коленный рычаг при шитье. Удаляйте очесы и другие загрязнения, скапливающиеся на челночном устройстве, под игольной пластиной и между зубцами двигателя ткани. Регулярно добавляйте масло в резервуар до риски указателя уровня масла. Для смазки применяется масло И-12А ГОСТ 20799-75. Закончив работу, не забывайте поднять фитили из картера. Подбирайте иглы соответственно ниткам. Рекомендуется применять игольную нитку правой крутки. Ремень, одевающийся на шкив фрикциона и маховик главного вала должен иметь определенное натяжение. Ремень должен быть натянут так, чтобы при приложении на ветвь силы 0,4-0,6 кг прогиб был равен приблизительно 10 мм. При замене шпульки поверните маховик, пока игла не займет крайнее верхнее положение, отодвиньте задвижную пластинку 1, захватите двумя пальцами левой руки защелку шпульного колпачка. Включение моталки производится нажатием на шпиндель. Поднимите лапку и включите машину (при пошиве лапку поднимать не нужно). Когда на шпульку будет намотано достаточное количество ниток, моталка автоматически остановится. Полнота намотки регулируется рычагом 5. Натяжение нитки при наматывании регулируется винтом - гайкой. Заправку верхней нитки производите согласно инструкции к швейной машине 1022 класса, заводя нитку во все положенные нитенаправители, как указано на схеме. Возьмите свободный конец верхней нитки левой рукой, поверните маховик на один оборот для переплетения верхней и нижней ниток, потяните конец верхней нитки, пока нижняя нитка не выйдет наверх, и обе нитки оттяните под нажимной лапкой в направлении от себя. Подложите ткань под нажимную лапку и опустите ее. Машина готова к работе. 4. Порядок работы на швейной машине 1022 класса Швейная машина 1022 класса не требует специальной подготовки обслуживающего персонала. Включите электропривод кнопкой Пуск, нажмите на педаль включения фрикциона, прошейте строчку длиной 40-50 см, с кратковременным включением обратного хода, через 10-15 см. Выключите машину, поднимите нажимную лапку, отодвиньте материал и обрежьте нитки. Проверьте качество шва, натяжение ниток и длину стежка. Произведите, при необходимости, регулировку натяжения верхней и нижней ниток, длину стежка, прижим материала нажимной лапкой. При необходимости смените иглу. При пошиве переплетение верхней и нижней ниток должно находиться внутри сшиваемых тканей. Регулировку длины стежка производите роликом 12 (верхний рисунок). Для замены иглы установите игловодитель в крайнее верхнее положение, отверните винт крепления иглодержателя, выньте иглу. Вставьте новую промышленного образца иглу в паз игловодителя до упора длинным желобком влево и надежно закрепите винт. В процессе эксплуатации швейной машины 1022 класса, в связи со сменой иглы, ниток или тканей может возникнуть необходимость регулировки нитепритягивательной пружины 2, освобождения натяжения верхней нити. Для регулировки натяжения нитепритягивательной пружины 2, отверните винт крепления регулятора, находящийся в рукаве машины, выньте регулятор натяжения нити, отверните винт 3, отверткой поверните шпильку 1 по часовой стрелке для увеличения натяжения и против часовой стрелки, если нужно уменьшить его. Для правильной установки нажимной лапки относительно иглы снимите фронтовую крышку 2, опустите лапку на игольную пластинку, освободите винт 4, поверните лапку со стержнем в нужное положение и надежно закрепите винт. При установке лапки следите за тем, чтобы игла не касалась ее основания. Рычаг 10 предназначен для автоматического устранения зажима нити между шайбами регулятора натяжения при подъеме нажимной лапки. Необходимое положение рычага устанавливается кронштейном 2. Стержень игловодителя вместе с иглой устанавливается по высоте таким образом, чтобы расстояние между внутренней поверхностью шпуледержателя и нижней кромкой ушка иглы примерно равнялось 0,15-0,35 мм (меньший размер для тонких тканей). 5. Перечень типичных неисправностей 1. Обрыв ниток: - некачественные швейные нитки, недостаточной прочности, с узелками - заменить нитки - слишком большое натяжение нитки - ослабить натяжение ниток - некачественная игла с плохо отполированным ушком, с заусенцами в желобках - сменить иглу - отверстие под иглу в игольной пластинке, сильно разработалось, имеет неровную поверхность, заусенцы - сменить игольную пластинку, если нельзя исправить изношенное отверстие полировкой зазубрины - негладкие места прохождения ниток, заусеницы, царапины на н их - заполировать или заменить. 2. Пропуски стежков: - швейная игла слишком тонкая для выбранной нитки и не свободно проходит через ушко иглы - тупая или погнутая иголка - неправильная регулировка положения иглы относительно челнока - неправильно выбранный тип иглы. 3. Неравномерная подача материала: - затупились зубцы ц зубчатой рейки - износилась рабочая поверхность прижимной лапки. 6. Ремонт и настройка швейной машины 1022 класс. Замена челнока Снимите нажимную лапку, игольную пластинку, двигатель ткани, выньте иглу из игловодителя. Опрокиньте головку машины до упора. Выньте колпачок со шпулькой. Отверните винт 1 и снимите палец шпуледержателя 2. Ослабьте два винта 4 на втулке челнока. Поверните маховик машины, пока рычаг двигателя ткани 1 не поднимется в самое крайнее положение (по отношению к оси челнока). Поверните челнок на валу так, чтобы предохранитель 3 оказался внизу. Поверните шпуледержатель 4 и снимите челнок с вала. Установите новый челнок на вал до упора. Установите палец шпуледержателя в паз платформы и закрепите винтом 1, при этом выступ пальца должен попасть в вырез 2 шпуледержателя. Установите иглу в игловодитель, согласно настоящей инструкции. Осторожно поверните правой рукой маховик главного вала, одновременно придерживая левой корпус челнока, так, чтобы носик его находился на оси иглы. Иглу опустите в окно шпуледержателя до крайнего нижнего положения. Поднимите иглу вверх на 1,8-2,0 мм. Меньший размер рекомендуется для тонких тканей, больший зазор - для толстых тканей. При этом, расстояние от верхней кромки ушка иглы до нижней кромки носика корпуса челнока, должно быть 1,1 мм. Закрепите винт 4 челнока. 7. Настройка параметров работы челнока и иглы Установите палец шпуледержателя 3, выдерживая размер между осью иглы 1 и кромкой пальца 0,1-0,5 мм. Зазор между пальцем и шпуледержателем 2 должен быть 0,5-0,6 мм. Проверьте натяжение нити челнока. Натяжение нити должно быть 30-60 граммов. При необходимости отрегулируйте винтом. Установите колпачок со шпулькой в шпуледержатель. Опустите головку машины вниз на стол, обращая внимание на правильность соединения клиновым ремнем маховика машины и шкива привода. Поставьте на место двигатель ткани и игольную пластинку. 8. Смазка швейной машины 1022 класса Регулировка подачи масла челночного механизма. Передняя втулка вала челнока снабжена винтом 2 для регулировки подачи масла к челноку. Для увеличения подачи масла к челноку необходимо завернуть винт, отжав контргайку 1. В результате этого, имеющееся на втулке отверстие для прохода избытка масла закроется. Чтобы отверстие открылось, и избыток масла поступил через него в проточку во втулке, необходимо вывернуть винт. Если масло поступает к челноку в избытке и количество его не поддается регулированию винтом 2, необходимо проверить, не отделился ли фитиль от штуцера 3, завернутого в челночный вал. В случае необходимости вставить его. Своевременно заменяйте загрязнившийся смазочный фитиль или промывайте его в бензине. Регулярно проверяйте все пути прохода масла швейной машины 1022 класса и очищайте их от загрязнений. Для проверки состояния подачи масла необходимо, пустив в ход машину, дать ей поработать одну минуту при нормальной скорости для установления постоянного давления масла. Не останавливая машину, поднесите листок белой бумаги под челнок. Если, в течение 15 секунд на бумаге не будет видно масляной полоски шириной около 0,8 мм, то подача масла недостаточна. Проверку можно произвести и другим способом. Снимите челнок и, пустив в ход машину с нормальной скоростью, поднесите листок бумаги под конец челночного вала. Через 15 секунд должна появиться полоска масла, шириной около 1,5 мм. Промышленная распошивальная машина Для мелкосерийного производства ателье трикотажной одежды, и даже для небольшого ателье, промышленная распошивальная машина просто незаменима. Высокая скорость, качественная строчка, универсальность - это критерии промышленной распошивалки. О том, как устроена и работает такая машина, читайте в этой статье. Промышленные машины 1022, 22 класса Швейная машина 1022 класс - модификация промышленной машины 22 класса, давно уже снятой с производства. У 1022 имеется ряд отличий. Во-первых, у нее автоматическая смазка, удобный рычаг обратного хода, автоматическое устройство намотки нитки на шпульку, современный внешний вид и др. Однако многие ателье используют до сих пор именно швейные машинки 22 класса, потому что эти машинки отлично шьют толстые материалы и работают мягче. Подробнее читайте в этой статье. Классы швейных промышленных машин Все промышленные швейные машины разделяются на классы. Скажите специалисту класс и номер модификации швейной промышленной машины, и он не глядя на нее поймет, для чего предназначена эта машина, ее технические и эксплуатационные характеристики. Промышленная швейная машина челночного двухниточного стежка на базе швейной машины 22 класса - так расшифровывается аббревиатура 1022. Промышленная швейная машина 97 класса Промышленная швейная машина данного класса используется во многих ателье и мелких швейных производствах для пошива одежды из легких и костюмных тканей. Она почти бесшумно работает, очень быстрая, имеет роторного типа нитепритягиватель. В отличие от промышленной машинки 1022 класса, ее невозможно настроить на пошив толстых и грубых тканей. Промышленный оверлок 51 класс Можно купить очень хороший оверлок, способный качественно и красиво обрабатывать края ткани, но у каждого оверлока есть свои ограничения по использованию. Оверлок 51 класса можно смело использовать при обметывании от тонких подкладочных тканей, до самых толстых джинсовых тканей. Универсальность, простота в использовании и надежность - это основные преимущества этой промышленной машины, тоже относится и к промышленным машинам 1022 и 22 класса. Скорняжная машина 10-Б Чтобы качественно сшивать меховые шкурки промышленная машина 1022 не подойдет. Требуется специальная машина, скорняжная машина. Самая распространенная и популярная модель - 10Б. Промышленная швейная машина Текстима 8032 Швейная машина Текстима Textima 8332 (ГДР) является базовой машиной и выпускалась в 75 вариантах. Хотя эта промышленная машина морально устарела, в условиях небольшого ателье она вполне себя оправдывает. По сравнению с машинкой 1022 класса, у нее намного больше возможностей. К тому же, работает она почти бесшумно, а качество строчки безупречное.


Швейная машина Текстима - Textima 8332

Швейная машина Текстима Textima 8332 (ГДР) является базовой машиной и выпускалась в 75 вариантах. Это обстоятельство облегчает поиск запасных частей, так как почти все детали машин взаимозаменяемые. Textima 8332 очень хорошо зарекомендовала себя еще в швейной промышленности СССР и по своим техническим данным и назначению эта машина соответствует отечественной машине 97 кл. однако считается более производительней и качественней.
Неполадки в работе машины Текстима Textima 8332 могут возникать по многим причинам и как правило, это связано с нарушением параметров взаимодействия иголки и челнока, износом деталей.
К плохой строчке относятся: слабая, тугая, неровная, грязная строчка или ее петляние сверху или снзу ткани. Тугая строчка образуется при сильном натяжении ниток машины, такая строчка легко рвется при растяжении сшитых материалов вдоль линии строчки. Если верхняя нитка натянута в регуляторе сильней, чем нижняя, и переплетение ниток происходит сверху материала, то следует отрегулировать натяжение обеих ниток. Если строчка петляет снизу, тоже необходима регулировка натяжения ниток. Если строчка петляет местами, то необходимо проверить своевременность продвижения тканей. Грязная строчка возникает при плохо вычищенной машине и особенно заметна при стачивании светлых тканей.

Пропуски стежков могут возникать при неправильном взаимодействии иглы и челнока. Причинами неправильной работы иглы могут быть дефекты иглы: тупая, изогнутая; неправильный подбор иглы по типу или номеру; неправильная установка иглы. Дефекты деталей механизма иглы, вызывающего продольную пли поперечную качку игловодителя: сработались соединения пальца поводка с нижней головкой шатуна или соединения верхней головки с пальцем кривошипа, сопряжения втулок с игловодителем; разработалось отверстие в игольной пластинке; неправильная установка лапки или игольной пластинки.
Причинами неправильной работы челнока могут быть дефекты челнока: тупой носик; несвоевременный подход челнока к игле; износ или ослабление соединений механизма челнока; неправильный подбор нитки и иглы; слишком клейкая ткань изделия и др. Своевременность подхода носика челнока к игле регулируется его поворотом после ослабления винтов челночного устройства. При подъеме иглы из крайнего нижнего положения на расстояние S= 1,9. 2,1 мм носик челнока должен выйти на траекторию движения иглы. Зазор между лезвием иглы и носиком челнока = 0,05. 0,1 мм.
Плохое продвижение ткани, неровный стежок чаще всего возникает из-за неполадок в работе механизма двигателя ткани. Причина - дефекты рейки (сработалась, неправильно подобрана, или неправильно установлена по высоте) или большой люфт в механизме.
Неполадками в работе лапки являются: неправильная установка лапки относительно рейки по высоте, слабое или сильное давление лапки па ткань. Дефекты лапки - шероховатость, неправильный подбор лапки, износ механизма лапки.
К дефектам продвижения относится также строчка с косыми стежками, вызванная неправильным положением лапки относительно рейки (перекос) или износ механизма лапки и двигателя ткани.
Поломка иглы может произойти в результате удара о какую-либо деталь (неправильно установлена, но высоте), при несвоевременном продвижении ткани, при переходах через швы, а также, если нитка слишком толстая для данного, номера иглы, челнок стоит слишком близко к игле, запуталась верхняя нить, выработались или ослабли механизмы, участвующие в петлеобразовании.
Основными причинами обрыва нижней нитки могут быть: плохое качество ниток; чрезмерное натяжение ее, заусенцы или царапины на нитенаправителе или их отсутствие, если паз шпуледержателя забился остатками ниток, неправильная заправка ниток.
Обрыв нижней нитки. Обрыв нижней нитки случается реже, так как нижняя нитка соприкасается с меньшим количеством деталей. Причинами обрыва являются: дефекты в шпульке, плохая намотка на шпульку, неправильная заправка нижней литки.

Технологические особенности конструктивного ряда швейных машин Текстима - Textima: Textima 8382/000 - предназначены для шитья тонких (сорочечных) тканей толщиной до 5 мм. длина стежка до 3,5 мм.; Textima 8382/001 - предназначены для шитья средних (костюмных) тканей толщиной до 5 мм. длина стежка до 4,5 мм.; Текстима 8382/003 - предназначены для шитья толстых (пальтовых) тканей толщиной до 7 мм. длина стежка до 4,5 мм. Каждый подкласс имеет свою зубчатую рейку с высотой зубьев рейки - 1мм, 1,6мм, 2мм.
Смазку машины осуществляют с помощью масленки, закапывают масло в места, отмеченные цветной краской на корпусе. К большинству соединений масло подается с помощью фитилей. Смазка челночного комплекта производят из резервуара с маслом при помощи фитилей. Так какТекстима машина быстроходная, смазке должно уделяться большое внимание, тем более, что она не централизованная. Несвоевременная смазка приводит к быстрому износу деталей, к плохой работе машины, появлению шума.
Швейная промышленная машина 1022, 22 класс

Несмотря на обилие в магазинах швейной профессиональной техники, многие до сих пор используют старые промышленные "советские" швейные машинки 22 класса. Швейная машина 22 класса ровесница пенсионерам, однако, по разным причинам, применяется до сих пор не только любителями, но и профессионалами в мелких швейных предприятиях. Одна из причин, вероятно в том, что купить новую универсальную промышленную швейную машину не всегда есть возможность, а 22 класс хотя и морально устаревшая швейная машина, однако по многим параметрам не уступает современным. Главное ее достоинство - универсальность и надежность. Хорошо настроенная швейная машина 22 класса качественно шьет любую ткань, в том числе и кожу.
Конечно, вид, как правило, у этих машин достаточно потрепанный, ведь они много десятков лет трудились, но все же до сих пор, для мелких ателье, не имеющих достаточных финансов купить современную швейную технику, 22 класс иногда просто единственный выход. 
Швейная машина класса 1022 - это более современная модификация 22-ой. У нее более современный вид, имеется на корпусе автоматическое устройство намотки нитки на шпульку, удобный рычаг обратного хода - закрепки и регулятор ширины строчки, автоматическая смазка и другое. Однако, старая модель все же удачней, хотя бы потому, что вместо подшипников у нее втулки на главном валу, и поэтому менее шумная в работе. При эксплуатации швейная машина 1022 издает характерный шум, и на больших оборотах шум становиться достаточно заметным. А вот 22 класса машинка, при условии, что нет больших зазоров в узлах, работает мягко и значительно тише, чем 1022. В остальном же, машины эти практически ничем не отличаются - просты в эксплуатации и настройке, выдерживает большие нагрузки и до сих пор является надежным помощником ателье и мелких швейных производств.
Если вы используете в своей работе такие машины, этот материал, возможно, поможет вам самостоятельно отрегулировать и выполнить мелкий ремонт, не прибегая к услугам мастера, тем более что не везде есть такая возможность. Как теоретический материал эту статью можно использовать при ремонте прямострочных бытовых швейных машин, а также подобных промышленных маши, например 97 -А.
Обе эти машинки 1022 и 22 класс, несмотря на внешние отличия, имеют одинаковые параметры настройки и регулировки. Следует отметить, что при выполнении некоторых настроек требуется опыт а не тлько знания, но начните ремонтировать самостоятельно и опыт появится.
Принцип петлеобразования и взаимодействия иголки с челночным механизмом у этих машин одинаковый. Промышленная швейная машина 1022, 22 класса имеет вращающийся челнок, то есть вращается только в одну сторону. Верхняя нитка, заправленная в ушко иглы, прокалывает материал и опускается вместе с ней в крайнее нижнее положение. При подъеме иглы, образуется из игольной нитки небольшая петля, которую захватывает носик челнока. Игла начинает подыматься вверх, а петля верхней нитки челноком обводится вокруг шпульног колпачка. После затяжки стежка, челнок совершает один холостой оборот. Таков цикл образования челночного стежка.
Примерно по такому же принципу работают прямострочные бытовые швейные машины с колеблющимся челноком.
Момент встречи иголки с носиком челнока важнейший параметр настройки швейной машины.
Чтобы к его отрегулировать, снимите игольную пластину, очистите отсек волосяной щеточкой от очесов и грязи. Желательно также снять лапку, чтобы она не мешала обзору. Кстати, данную регулировку очень удобно делать, используя лупу.
Ослабьте винты крепления челночного хода, так чтобы челнок мог туго, но проворачиваться на своей оси. Затем осторожно поворачивайте на себя, правой рукой маховик швейной машины, одновременно придерживая левой рукой корпус челнока так, чтобы носик его постоянно находился на оси иглы, а игла вошла в окошко шпуледержателя до крайнего нижнего положения.
Теперь требуется поднять иголку ( вращая маховик). от ее нижнего положения вверх на 1,8 - 2,0 мм (меньший размер рекомендуется для тонких тканей, больший - для толстых). Освойте этот этап любым удобным способом, например можно на игловодителе сделать метку карандашом или фломастером. Когда вы сможете уверенно поднять иголку на столь малое значение, можно приступить к еще более сложному заданию. А именно, удерживая положение иголки на 1,8 - 2,0 от самого нижнего, осторожно подвести к иголке носик челнока. так чтобы расстояние от верхней кромки ушка иголки до нижней кромки носика челнока было 1.1 мм. Зазор этот можно слегка увеличивать, но уменьшать нельзя.
И еще один параметр одновременно следует установить - зазор между носиком челнока и лезвием иголки в момент их встречи с учетом предыдущих параметров. Оно должно быть минимальным 0.05 - 0.1 мм. то есть - иголка не должна касаться носика челнока. Для этого вместе с корпусом челночного хода, необходимо его сдвигать на валу, приближая к иголке. Вот здесь без лупы обойтись трудно.
Если вам удалось, наконец, то установить данные зазоры, можно аккуратно, чтобы не сбить установленные зазоры, закрутить винты крепления челночного устройства. Сразу хочу предупредить, с первого раза это не получится, наберитесь терпения. Проверните маховик несколько раз и еще раз проверьте с помощью лупы установленные зазоры. Теперь можно окончательно, плотно дотянуть три винта крепления, желательно длинной, мощной отверткой.

Хотелось бы на этом закончить настройку вашей швейной машины 22 класса, но прежде чем ставить игольную пластину на место, посмотрите через лупу еще пару параметров: размер между осью иглы 1 и кромкой пальца 3 в пределах 0,1 - 0,5 мм; зазор между пальцем 3 и шпуледержателем 2 должен быть 0,5 - 0,6 мм. Положение пальца регулируется винтом его крепления к корпусу машины. Вы его найдете, если опрокиньте машину набок. Как правило, эти регулировки у 1022 и 22 класса сбиваются редко, поэтому просто их проверьте, но учтите, что если зазор между пальцем 3 и шпуледержателем 2 будет меньше, чем 0,5 - 0,6 мм. нитка будет в нем защемляться и рваться.

Причиной появления пропусков может стать ослабление крепления винта игловодителя 5. Такое бывает, когда на машине шьют очень грубую и толстую ткань. Игловодитель может сдвинуться вверх вместе с иголкой, и носик челнока будет проходить ниже ушка иглы. То есть не будет захватывать петлю верхней нитки. В таком случае снимите фронтальную крышку машины, игольную пластину, лапку и настройте положение игловодителя вместе с иголкой под размер 1,1 мм выше ушка иголки (см. выше).
Настройка швейной машины любой модели, в том числе и 1022, 22 класса, достаточно сложное дело и мастер учитывает множество параметров одновременно, установить которые может только опытный человек. Даже зная, как настроить, неопытный человек не сможет это сделать качественно, поскольку есть достаточно много приемов отработанных практикой, и не описанных ни в одном учебнике. Например, опытный мастер может изменить некоторые заводские параметры: сточить фаски челнока, изменить форму носика челнока и т.д. Поэтому, даже настроив машину, как написано в инструкции, порой в критической ситуации она начинает "пропускать" или рвать нитку.
Если вам придется регулировать положение игловодителя, и результаты настройки будут неважные, даже после идеально выставленных зазоров, то следует посмотреть еще один параметр. Дело в том, что крайнее нижнее положении иголки в машине может быть неточно выставлено или сбито при большой нагрузке, и все ваши усилия могут быть напрасны - машина все равно будет делать пропуски. При настойке крайнего нижнего положения иглы у швейной машины 1022, 22 класса, следует ориентироваться на расстояние между внутренней поверхностью шпуледержателя (куда вставляется шпульный колпачок) и нижней кромкой ушка иглы. Это расстояние должно быть 0,15 - 0,35 мм.(меньший размер для тонких тканей). То есть когда иголка опустилась в самое нижнее положение и вошла в шпуледержатель, нижняя кромка ушка иглы должна находиться ниже внутренней стенки шпуледержателя на это расстояние (примерно половина отверстия ушка). Теперь вы знаете главные параметры настройки работы главного узла, и остается лишь добавить несколько мелочей.

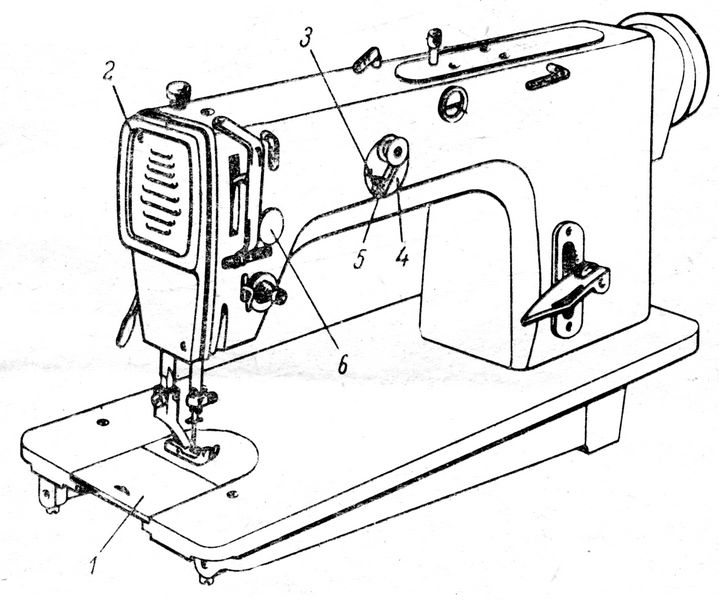
Важным элементом получения красивой строчки, на любой машине, является правильное натяжение компенсационной пружины 2. Часто эта пружина вообще отсутствует или находиться в нерабочем, сломанном состоянии. Машина вроде шьет и иногда хорошо и никто не обращает на нее внимания. На самом деле эта пружина помогает формировать красивую строчку при пошиве сложных тканей. В определенный момент она затягивает нижнюю строчку и препятствует появлению "петляния". Открутите винт крепления натяжителя в корпусе машины справа (утопленный, еле заметный винтик) и вытащите натяжителем целиком. Запомните, как был собран натяжитель. или даже зарисуйте, если вам придется менять пружину. Положение крючка 2, и, следовательно, натяжение нитепритягивательной пружины регулируется поворотом корпуса после ослабления винта 3. Вертикальная часть крючка должна быть расположена слева под углом 45 градусов к горизонтали. Верхняя нитка обязательно должна быть заправлена через нитепритягивательную пружину.
Скорняжная машина 10Б

Если у вас есть скорняжная машина класса 10-Б или собираетесь купить б/у, поскольку новых уже не выпускают, то эта статья поможет вам выполнить небольшой ремонт, настройку некоторых параметров. Многие рекомендации по настройке подойдут и для бытовых скорняжных машинок, поскольку принцип работы у них одинаковый. Скорняжная машина 10-Б, Орша, Руно-2 и Русь-1 имеют аналогичную конструкцию и предназначены для сшивания средних и тонких шкурок: кролика, сурка, мерлушки, хорька, кошки, цигейки и т.п. Машины серии Руно и Русь могут выпускаться в бытовом исполнении. Промышленные скорняжные машины типа "Штробель". рассчитанные на массовое производство, отличаются от бытовых наличием громоздкого стола, дополнительных функций, типа пневматической укладки волосяного покрова меха при пошиве, и узкой специализацией. Цена на промышленное скорняжное оборудование в разы отличается от бытового и видимо, поэтому в быту они редко используются.

Игольная нитка А с бобины, установленной на стойке, поступает в нитенаправитель Б, регулятор натяжения В и с нитенаправителя Д под стержень Е, зажим Ж. Нитка проводится в проволочный нитенаправитель З и в ушко иглы снизу вверх. При работе скорняжной машины зажим Ж взаимодействует со стержнем, имеющим наклонную плоскость, стержень которой при выходе иглы из материала отжимает зажим Ж, уменьшая натяжение нитки. При достижении иглой крайнего переднего положения происходит первый этап затяжки нитки в стежке, а второй при расширении игольной петли петлителем. Своевременность освобождения нитки можно регулировать положением стержня, отжимающего зажим Ж, смещая его вперед или назад в корпусе скорняжной машины. Натяжение игольной нитки регулируется в регуляторе натяжения В поворотом гайки с рифленой поверхностью.

При кажущейся простоте устройства, скорняжная машина 10Б считается довольно сложной и капризной в настройке, и честно говоря, даже профессионалу настроить ее довольно сложно. Как правило, скорняжная машина дает сбои в работе из-за неумелого шитья, при котором гнется иголка и порой сбивается положение петлителя. Это происходит, если край сшиваемой мездры выступает выше положенного уровня (см. инструкции к вашей машине), петлитель задевает за него и сбивается, а иголка ползет вверх и сгибается. Дело в том, что для пошива разного по толщине кожевой ткани меха, используются соответствующий номер модели одной и той же марки скорняжной модели, от 1 - до 4. В быту и ателье, как правило, как правило, применяют №2. Но шкурка меха бывает разной, иногда очень тоненькой, иногда слишком толстой и тогда машина начинает давать сбои. В инструкции к скорняжной машинке должны быть рекомендации по применению игл, ниток, а также толщине сшиваемой кожевой ткани меха.

Парметры регулировки:
При захвате игольной петли носик петлителя должен пройти за верхней гранью ушка иголки на расстоянии H = 1…2мм, перемещаясь, справа налево. Иголка к моменту захвата должна переместиться от крайнего переднего положения на расстояние S = 3…4мм. Зазор между носиком петлителем и лезвием иголки должен быть минимальный =0,1…0,15мм.
Захватив петлю с иголки, петлитель расширяет ее и переносит через край сшиваемой шкурки. После выхода иголки из материала, прижимные диски продвигают шкурки вправо. Лезвие петлителя опускаясь за обрабатываемый край шкурки меха, совершает покачивание к игле, максимально приближаясь к ней. В момент захвата иголкой нитки с лезвия петлителя, расстояние между иголкой и лезвием петлителя D = 0,3мм.

Правильность положения иголки в направлении ее продольного перемещения регулируется винтами R (2шт). Правильным считается такое положение иглы, когда при смещении иголки от крайнего ближнего к оператору положения на S = 3…4мм расстояние от ушка иглы до носика петлителя H =1…2мм. После ослабления винтов смещается игловодитель вместе с иглодержателем и иголкой. Своевременность подхода носика петлителя регулируется поворотом эксцентрика Q, ослабив винтами крепления эксцентрика L (2шт) на главном валу. Положение петлителя относительно иглы ( в продольном направлении) регулируется после ослабления винта крепления петлителя. Петлитель должен подойти к игле, когда игла сформирует игольную петлю.
При сшивании шкурок необходимо предварительно их подготовить, обрезав край и срезав (при большой их площади) мех по краю. При стачивании шкурки складывают волосяной поверхностью друг к другу. Выступающий над обрабатываемым краем мех, заправляется большим указательным пальцем левой руки внутрь между шкурками. Обрабатываемые детали удерживаются правой рукой и при отжатии диска устанавливаются между дисками. Для устранения вытягивания края деталей, особенно при сшивании длинных соединительных линий, края предварительно уравнивают, скрепляют их в некоторых местах зажимами (или сметывают редким стежком по всей длине шва), при необходимости припосаживая деталь. Стежок должен плотно соединять обрабатываемые детали, чтобы шов со стороны волосяного покрова был незаметен. Швея имеет возможность по окончании операции доводить вал левой или правой рукой, вращая один из шкивов. Обрыв нитки по окончании операции производится при нахождении ее на петлителе, что не приводит к самороспуску строчки.

Скорняжная машина 10Б комплектуется столом и промышленным электродвигателем, который имеет повышенный шум и энергопотребление. Вместо промышленного электродвигателя можно поставить бытовой электропривод от швейной машинки, смастерив самодельное крепление. Его мощности вполне достаточно для пошива даже овчины. Еще одно приспособление - это рычаг отвода прижимных дисков. Установив его так, как показано на фото, вам уже не понадобится стол и машинка станет переносной.
Скорняжную машину необходимо периодически смазывать и заливать масленкой масло в маслоприемник, расположенный на крышке машины. Масло по фитилям поступает к шарнирам и смазывает их. Периодически необходимо открывать крышку машины и закапывать масло в шарниры механизма продвижения, валы дисков и другие удаленные от крышки шарниры.
Промышленная швейная машина 97 класс

Промышленная швейная машина 97 класс предназначена для стачивания двухниточным челночным стежком легких и костюмных тканей (сорочек, костюмов и женского платья). Машинка отличается наличием роторного нитепритягивателя и автоматической смазки механизмов и узлов. Машина 97 класса имеет много преимуществ: бесшумную работу, высокую скорость, качественную строчку и принудительную непрерывную смазку, но в отличие от 1022 и 22 класса она не способна шить слишком толстые ткани. Изначально эта машинка предназначалась только для пошива костюмных тканей, поэтому не стоит даже пробовать шить, например брезент. Еще один минус - настроить ее несколько сложнее, особенно малоопытному специалисту. Еще одна особенность - шкив крутиться от себя "наоборот". В остальном это отличная машина, легко справляющаяся даже со сложными трикотажными тканями.
Техническая характеристика швейная машина класс 97 А:
Длина стежка 2,0. 4,0 мм; максимальный подъем прижимной лапки 6,0 мм; максимальная толщина обрабатываемого материала 4,0мм; номер применяемых игл 0052-02-75; 0052-02-90; 0052-02-100; 0052-02-110
Обратите внимание при замене иголок на номер 0052, этот именно тип иголки предназначен для 97 класса. Иголки короче, чем у швейных машин 1022 или 22, а колба тоньше. Это важный момент, при покупке желательно указывать точную маркировку 0052-02. Иглы толще, чем 110 номер ставить на машину не допускается.

Игольную нитку проводят через отверстия нитенаправителей 1, 2 на рукаве машины. Нитку пропускают через щель 5 на фронтальной доске машины. Выводят нитку из щели 5 через отверстие 8 фронтальной доски, обводят между шайбами 9 регулятора натяжения. Заводят за крючок компенсационной пружины и обводят верх нитенаправительный уголок 10. Затем, заводят игольную нитку в щель между фронтальной доской и кольцом 3 и набрасывают на кулачковую поверхность нитепритягивателя 4, выводят из под кольца 3 и заправляют в нитенаправитель 6, на фронтальной доске, и в проволочный нитенаправитель на игловодителе, и наконец, вводят в ушко иглы 7. При заправке нитки, оставляют свободный конец нитки длиной 70. 80 мм, который необходим для вытягивания челночной нитки. Заправка ниток должна производиться строго по инструкции, при неправильной заправке? швейная машина97 класс сразу перестает работать. Кстати одно из неудобств - при обрыве нитки, не сразу швея замечает это, и нитка молниеносно наматывается на кулачковый нитепритягиватель.

Швейная машина 97 класс, использует роторный, фасонный вращающийся тип механизма нитепритягивателя. Нитепритягиватель A по отверстию B надевается на ось пальца M кривошипа C и через сектор S винтами E-E прикрепляется к пальцу. К фронтальной доске рукава машины винтом и гайкой закрепляется нож для обрезки нитки в случае ее обрыва и устранения ее наматывания. В механизме регулируется своевременность затягивания нитки в стежке поворотом нитепритягивателя после ослабления винтов E. При повороте нитепритягивателя A против часовой стрелки стежок затягивается раньше. Запаздывание затягивания стежка может привести к повторному захвату челночной нитки. Эта конструктивная особенность несколько осложняет регулировку образования стежка, зато хорошо настроенная машина шьет безукоризненно практически все ткани, включая и трикотажные.
В машине 97-А устанавливается такой же тип механизма челночного устройства, как и на 1022, 22. Но есть некоторые отличия. Одно из них то, что главный верхний вал, соединен ремнем с нижнем валом челночного механизма. Это и есть причина малошумной работы. На нижнем распределительном валу закрепляется нижний зубчатый барабан, который входит в зацепление с шестерней O. Она имеет единое исполнение с челночным валом W. Челночный вал W вращается в двух втулках, запрессованных во втулку Z, закрепленную винтом в платформе машины. На левый конец вала W устанавливается челночное устройство и закрепляется двумя винтами. Челнок через зубчато-ременную и зубчатую передачи получает вращение в том же направлении, что и шкив машины, но за один оборот главного вала он совершает два оборота.
Своевременность подхода носика челнока к игле регулируется его поворотом после ослабления винтов челночного устройства. При подъеме иглы из крайнего нижнего положения на расстояние S= 1,9. 2,1 мм носик челнока должен выйти на траекторию движения иглы. Зазор между носиком челнока и иглой регулируется после ослабления винта крепления втулки Z и осевым смещением втулки Z совместно с челночным устройством. Зазор между лезвием иглы и носиком челнока = 0,05. 0,1 мм.

Количество масла, поступающего к челночному устройству, регулируется винтом K. При вывертывании винта K подача масла к челноку возрастает. Проверку подачи смазочного материала челноку следует проводить при максимальном числе оборотов главного вала, для чего необходимо подставить под челнок лист бумаги и подержать его неподвижно 15 с. Если на бумаге останутся две рассеянные масляные полоски шириной приблизительно 1 мм, то подача масла к челноку нормальная.

Смазке следует уделить большое внимание. 97 класс - машина высокоскоростная и отсутствие смазки может привести к неисправностям и даже заклиниванию. В швейной машине 97-А использована автоматическая подача масла к трущимся деталям и узлам. Для этого установлен насос 6, корпус которого прикреплен к платформе. Лопасти насоса вращаются через червячную передачу 10 от нижнего распределительного вала 5. Масло подается по распределительным пластмассовым маслопроводам к трущимся поверхностям деталей. Масло поступает по трубопроводу через фильтр 7, опущенный в картер с маслом. При нормальной работе насоса и при наличии масла в картере машины масло должно струей ударяться в прозрачный колпачок 1, расположенный на рукаве машины. Это позволяет наблюдать за работой системы смазывания. Поданное от насоса по маслопроводу 2 в рукав машины масла заполняет пространство между втулкой и главным валом, а также смазывает шарикоподшипники и игольчатый подшипник в механизме иглы. Излишки масла через фитиль поступают в правый шарикоподшипник на главном валу машины. Масло по отводящим маслопроводам 3 и 4 поступает обратно в картер машины. По маслопроводу 9 в платформе машины от насоса 6 масло поступает во втулку механизма челнока, где оно распределяется для смазывания шестерен, челночного вала шестерни и челночного устройства. По маслопроводу 8 масло подается для смазывания игольчатых подшипников механизма двигателя ткани. При эксплуатации машины необходимо следить через прозрачный колпачок 1 за работой системы смазывания и при уменьшении количества масла в картере своевременно его дополнять. Для смазывания промышленных машин: класс 97, 1022, 22 и др. используется масло индустриальное И-12А и И-20А.
2013-2016 © Швейный доктор
Ремонт всех видов швейных машин в Запорожье на дому