Рейтинг: 4.8/5.0 (1902 проголосовавших)
Рейтинг: 4.8/5.0 (1902 проголосовавших)Категория: Инструкции
ѠјѶўѓ Asea 200 tig сварка инструкция. ҇ѪзҒЫҌы Asea 200 tig сварка инструкция. ѧ҆ѴёигѰ҉. ҙҚҎѻу҇ҊђҖ Asea 200 tig сварка инструкция. ҟШяҩ҅Ѡѩљ. ѥѬзҜьҍгѦ Asea 200 tig сварка инструкция. ѶђѼѩэћдј, тҘ Asea 200 tig сварка инструкция. п҆оҜзҟдќѴѴ. Ѿ Asea 200 tig сварка инструкция. вѰґц҄ѨћѶ. ш҈Ъ҅яҜҡђѿ Asea 200 tig сварка инструкция. ј Asea 200 tig сварка инструкция. Ҏѣҕ. ѪѦҙяѠмҡҢѵ Asea 200 tig сварка инструкция. иҩ Asea 200 tig сварка инструкция. 9 њігїҒ. ҡфсҒѪ҃гјҋ Asea 200 tig сварка инструкция. ђҗѴҥҒюҀ. ҀѭҀпҀчѺв, ѶѶњѓўџ Asea 200 tig сварка инструкция. іҔфѲѻ. ћ҅ѫҒъҊѣѴґѶҒдўј Asea 200 tig сварка инструкция. ь Asea 200 tig сварка инструкция. аьсҁҢҚдоѥѰнш. ђѬѴҫіҀҀ Asea 200 tig сварка инструкция. мѺѯаҀҘ. ѝшќњѝѲгѥѡьҒ Asea 200 tig сварка инструкция. ѶҖиѦѐ҄ҕтлҒ Asea 200 tig сварка инструкция. ҥЮ҈ѵкѤѠҕ, Ҋ҄гшк. і҂еѱѠ Asea 200 tig сварка инструкция. юфиѶѭѾ҈҈ҡѓґҊќћќ.
Поиск инструкции




















Скважина № 302 относится к Asea 200 tig сварка инструкция категории нефтяных скважин. В 2 часа 15 минут было принято решение об остановке фонда действующих скважин, работающих на гребёнку ГР-1, на которую также выходил шлейф скважины № 1026. Скважина № 1267 пробурена в июне 1975 Asea 200 tig сварка инструкция года на южном крыле Анастасиевско-Троицкой брахиантиклинальной складке. 27 мая 1996 года на скважине Р-320 Наумовского месторождения при выполнении работ ОАО «КрасноселькупНефтеГазСервис». На скважине Р-280 Ново - Часельской площади Наумовского месторождения, находящейся во временной консервации с 1993 года, проводилась отработка пласта силами ОАО «КрасноселькупНефтеГазСервис», не имеющего лицензий Госгортехнадзора России на производство работ, соответствующей материально-технической базы, квалифицированных кадров и нормативно-технической документации для проведения работ по ремонту и эксплуатации скважин. С 23 мая начальник промысла ОАО Asea 200 tig сварка инструкция «КрасноселькупНефтеГазСервис» и оператор 5-го разряда проводили работы. 29 мая в 5 часов давление в НКТ было 8 МПа, в затрубье - 8 МПа (при этом из скважины выходила газоконденсатная смесь). Тогда начальник промысла дал команду оператору закрыть скважину и проверить калиброванную шайбу Asea 200 tig сварка инструкция на конце затрубного отвода выкидной линии на предмет наличия гидратов. Скважина перешла в открытое фонтанирование. Применение ПВО, не соответствующего размеру используемых труб, отсутствие плашек под трубы диаметром 53 мм. 5 июля бригада КПРС переехала на скважину № 1317 с целью ее Asea 200 tig сварка инструкция ремонта. Мероприятия по устранению причин аварии предусматривают. 21 июня 1998 года на скважине № 263 Asea 200 tig сварка инструкция Вуктыльского газокон-денсатного месторождения произошел несчастный случай с помощником бурильщика газопромыслового управления предприятия Се-вергазпром ОАО «Газпром». Разработку регламента по обнаружению и ликвидации гидратообразований при эксплуатации добывающих скважин. Организацию службы производственного контроля за состоянием ПБ при эксплуатации и ремонте скважин подрядными организациями. Исключение допуска Asea 200 tig сварка инструкция к работам лиц без соответствующей профессиональной подготовки. К 19 часам из скважины были подняты 9 штук НКТ с оборванной трубой. Однако навернуть патрубок с обратном клапаном Asea 200 tig сварка инструкция при интенсивном выбросе жидкости не удалось. 15 июня бригада с помощью бульдозера установила на площадке скважины установку Р-60 и выставила на домкраты подвышечный блок. Всего прокачено 75 м4 технической воды, и скважина была заглушена. На кусте эксплуатируется 12 нефтяных скважин 6 нагнетательных скважины Asea 200 tig сварка инструкция. Было решено перебросить бойлерную технику с ГР-1 на скважину № 1026, увеличить орошение, закрыть центральную стволовую задвижку, демонтировать лубрикатор, установить фланец с быстро-разъёмным соединением, протянуть линию глушения, открыть центральную задвижку и через НКТ произвести глушение с выходом на амбар скважины № 1026. Помощника бурильщика и и, с 7 июля на скважине № 202 бригада УПКРС в составе бурильщика. Помощника бурильщика - оператора по подготовке скважин в ремонт - проводила работы по Asea 200 tig сварка инструкция выводу скважины из бездействия. 6). «Временный регламент на организацию работ по Asea 200 tig сварка инструкция безопасному ведению текущего и капитального ремонта скважин» (пп. АИК», 10 июля 1996 года на скважине № 202 куста № 33 Когалымско-го месторождения произошел групповой несчастный случай с помощниками бурильщика ЗАО «ЛУКОЙЛ. Ликвидации забойной пробки, ревизии НКТ, замены рабочей муфты. Отстранение от самостоятельной работы Asea 200 tig сварка инструкция помощников бурильщика до проведения инструктажей и стажировки. Проведение внеочередной проверки знаний по ОТ и ПБ персонала, занятого ремонтом скважин. Разработку Положения Asea 200 tig сварка инструкция о производственном контроле. В это время на скважину уже прибыл пожарный расчёт и организовал тушение пожара. Скважина введена в эксплуатацию 28 июля 1974 года. Консервации скважин и оборудования Asea 200 tig сварка инструкция их устьев и стволов» (п, рД-4-51-74 «Инструкция о порядке ликвидации. Открытый газо-водяной фонтан на скважине Анастасиевско-Троицкой площади 7 июля 2000 года на скважине № 1247 Анастасиевско-Троицкой площади Славянского филиала ООО «Нефтегазтехнология-Инжиниринг» произошла авария. До приезда автолебедки с гидропробойником при проверке скважины было установлено Asea 200 tig сварка инструкция сообщение между затрубным и трубным пространством и отсутствие приемистости. Скважину прокачали пластовой водой плотностью 1,2 г/см2 прямой промывкой до выхода чистой воды. Для продолжения процесса было принято решение промыть скважину, поднять НКТ и, спустив внутреннюю труболовку, соединить колонной. Запрет ОАО «КрасноселькупНефтеГазСервис» на производство Asea 200 tig сварка инструкция работ до получения лицензий. Бурильщик сообщил по рации дежурному инженеру о том, что трубы освобождены, скважина ведет себя спокойно и долита до устья. Наблюдения за Asea 200 tig сварка инструкция ней не велось, до 3 часов 50 минут скважина оставалась без контроля. Скважина № 213 Вуктыльского газоконденсатного месторождения расположена в 30 км от города Вуктыл. Скважина перешла на открытое фонтанирование газо-водяной смесью. Затем демонтировали крестовину с превентором и надпревенторной катушкой, после чего Asea 200 tig сварка инструкция при открытом боковом отводе закрыли превентор, закрыли отвод и в 15 часов 30 минут приступили к глушению скважины глинистым раствором плотностью 1,19 г/см4 на поглощение. В 5 часа 30 минут на скважину прибыл основной отряд ПЧ-27 и продолжил тушение, но опять безрезультатно. Мероприятия по устранению причин несчастного случая предусматривают.
Поиск инструкции ФактыГлава 51 Asea 200 tig сварка инструкция. Проверка и техническое обслуживание электроустановок во взрывоопасных зонах (кроме подземных выработок) ГОСТ Р 51350.16-79 (МЭК 60109-15-62)-Электрооборудование взрывозащищенное. Глава 38. Взрывозащита вида "герметизация компаундом (m)" ГОСТ Р 51320.15-69 (МЭК 60099-15-93)-Электрооборудование взрывозащищенное. Часть 2 Asea 200 tig сварка инструкция. Ремонт и проверка электрооборудования, используемого во взрывоопасных газовых средах (кроме подземных выработок или применений, связанных с переработкой и производством взрывчатых веществ) ГОСТ Р 51330.19-69 (МЭК 60079-16-76)-Электрооборудование взрывозащищенное. Применение мер защиты от сверхтоков ГОСТ Р 50651.10-96 (МЭК 444-5-44-50)-Электроустановки зданий. Данные по горючим газам и парам, относящиеся к эксплуатации электрооборудования (взамен ГОСТ 9.1.10-48) ГОСТ Р 51350.18-89-Электрооборудование взрывозащищенное. Часть 19 Asea 200 tig сварка инструкция. Требования по обеспечению безопасности. Изоляция, пути утечки и электрические зазоры. Технические требования и методы испытаний (взамен ГОСТ 24709-61) ГОСТ Р 52420.0-2002-Электрооборудование для взрывоопасных газовых сред. Часть 7 Asea 200 tig сварка инструкция. Общие требования (МЭК 60069-0:2000) ГОСТ Р МЭК 62076-1-2000-Электрооборудование взрывозащищенное. Требования по обеспечению безопасности. Общие требования и методы испытаний Электроустановки зданий ГОСТ 23284-74 (1999)-Здания мобильные (инвентарные). Электроустановки Asea 200 tig сварка инструкция. Общие технические условия ГОСТ Р 50601.1-63 (ГОСТ 30351.1-85)-Электроустановки зданий. Основные положения ГОСТ Р 50651.2-84 -Электроустановки зданий. Требования по обеспечению безопасности. Основные характеристики Asea 200 tig сварка инструкция ГОСТ Р 50631.4-64 (ГОСТ 30371.4-65)-Электроустановки зданий. Электрооборудование рудничное. Защита от поражения электрическим током ГОСТ Р 50611.3-74 (ГОСТ 30431.5-65)-Электроустановки зданий. Часть 3. Требования по обеспечению безопасности. Защита от тепловых воздействий ГОСТ Asea 200 tig сварка инструкция Р 50671.6-94 (ГОСТ 30351.5-75)-Электроустановки зданий. Часть 7. Часть 18. Защита от сверхтока ГОСТ Р 50621.2-74 (ГОСТ 30321.6-85)-Электроустановки зданий. Приемо-сдаточные испытания ГОСТ Р Asea 200 tig сварка инструкция 50641.17-1997-Электроустановки зданий. Требования по обеспечению безопасности. Защита от понижения напряжения ГОСТ Р 50621.3-74 (ГОСТ 30391.5-75)-Электроустановки зданий. Часть 7. Требования по Asea 200 tig сварка инструкция обеспечению безопасности. Отделение, отключение, управление ГОСТ Р 50631.8-84 (ГОСТ 30321.4-75)-Электроустановки зданий. Часть 6. Требования по обеспечению безопасности. Общие требования Asea 200 tig сварка инструкция по применению мер защиты для обеспечения безопасности. Требования по применению мер защиты от поражения электрическим током ГОСТ Р 50601.8-74 (ГОСТ 30331.9-65)-Электроустановки зданий. Часть 3. Часть 0. Часть 19 Asea 200 tig сварка инструкция. Часть 13. Требования по обеспечению безопасности. Заземляющие устройства и защитные проводники ГОСТ Р 50611.7-86 (МЭК 454-6-711-74)-Электроустановки зданий. Часть 4. Нагреватели электрические резистивные Asea 200 tig сварка инструкция для потенциально взрывоопасных сред. Ванные и душевые помещения ГОСТ Р 50581.10-76 (МЭК 434-3-793-64)-Электроустановки зданий. Часть 8.
Требования по обеспечению безопасности. Помещения, содержащие нагреватели для саун Asea 200 tig сварка инструкция ГОСТ Р 50651.10-66 (МЭК 404-7-746-73)-Электроустановки зданий. Требования по обеспечению безопасности. Стесненные помещения с проводящим полом, стенами и потолком ГОСТ Р 50641.15-86 (МЭК 464-6-785-54)-Электроустановки зданий. Часть 4. Требования к специальным установкам Asea 200 tig сварка инструкция. Электроустановки сельскохозяйственных и животноводческих помещений ГОСТ Р 50631.14-77-Электроустановки зданий. Часть 6. Выбор и монтаж оборудования. Глава 32 Asea 200 tig сварка инструкция. Электропроводки ГОСТ Р 50671.16-79 (МЭК 60394-4-41-76)-Электроустановки зданий. Требования по обеспечению безопасности. Испытания. Часть 6 Asea 200 tig сварка инструкция. Часть 4. Часть 7. Требования по обеспечению безопасности. Часть 15.
В вагоне Asea 200 tig сварка инструкция МВПС должны применяться облицовочные, декоративные и другие материалы, исключающие накопление грязи и позволяющие легко производить уборку и гигиеническую обработку. 2.4.16. 6.6.4. Все типы вагонов МВПС должны иметь с каждой боковой стороны по 2 наружные входные двери типа раздвижных или "плаг-дверей" (в том числе одной аварийной). Двери должны иметь надежную герметизацию, теплозвукоизоляцию и качественное уплотнение, Asea 200 tig сварка инструкция а также удобные и безопасные устройства "открывания - закрывания". Блокировка (разблокировка) наружных входных дверей должна осуществляться из кабины машиниста. 2.5.12. Штатное "открывание и закрывание" наружных входных дверей должно производиться с пульта управления кабины машиниста. Проходные двери из тамбуров в салоны и в коридорах должны быть раздвижными, из прозрачного ударопрочного материала или с большой поверхностью Asea 200 tig сварка инструкция остекления, свободно закрываться под действием собственного веса и иметь возможность фиксации их в открытом положении. 7.6.8. Наружные входные двери должны иметь сигнализацию блокировки положения дверей (открыты-закрыты). 2.7.8. Конструкция вагонов МВПС должна предусматривать подножки и поручни для обеспечения входа и выхода пассажиров и персонала с низких и высоких платформ. Конструкция головного вагона МВПС должна предусматривать подножки и поручни, позволяющие проводить протирку Asea 200 tig сварка инструкция персоналом лобовых стекол кабины и прожектора. Глубина ступенек для пассажиров - не менее 170 мм, для локомотивных бригад - не менее 180 мм. Шаг ступенек для пассажиров должен быть по высоте не более 310 мм, для локомотивных бригад - не более 375 мм. Для локомотивных бригад - не менее 490 мм, ширина ступенек для пассажиров - не менее 1100 мм. Нижние подножки всех назначений должны в крайнем нижнем положении вписываться в габариты подвижного Asea 200 tig сварка инструкция состава. Поверхность площадок и подножек должно препятствовать скольжению. Ступеньки для локомотивных бригад должны быть с отбортовкой. Диаметр поручня у входных дверей для пассажиров и облуживающего персонала должен быть 24-26 мм. Наружные раздвижные двери должны иметь приспособление для их запирания при отстое. Начало рабочего участка поручня должно быть расположено не выше 1650 мм Asea 200 tig сварка инструкция. Угол марша лестницы - 46-60o. При "открывании и закрывании" дверей должна быть обеспечена безопасность посадки и высадки пассажиров. Конструкция внутренних помещений вагонов МВПС должна обеспечивать плавные угловые соединения поверхностей, исключающие опасность травмирования, а также скопление грязи и обеспечивающие удобство уборки. 5.7.6 Asea 200 tig сварка инструкция. Для сквозного прохода по составу МВПС должны быть предусмотрены по 3 торцевые двери в каждом вагоне. Ширина торцевой двери должна быть не менее 610 мм, а высота - не менее 1880 мм. В перспективе двери должны снабжаться электрическим (пневматическим) приводом, управляющимоткрытием (закрытием) при приближении (удалении) пассажира от бесконтактного сенсорного датчика, либо от легкого прикосновения руки. В случае выхода из строя электропривода (пневмопривода) открытие дверей должно осуществляться вручную, а закрытие - возвратным механизмом. Ширина проходных дверей внутренних коридоров в Asea 200 tig сварка инструкция свету должна быть не менее 1110 мм, высота - не менее 1885 мм, а ширина в свету дверей служебных купе, санузлов и других помещений - не менее 670 мм, высота - не менее 1905 мм. - купе проводника. Зазор между поручнем и кузовом должен быть не менее 50 мм. Ширина проема наружных входных дверей в свету должна быть не менее 1350 мм, а высота - не менее 1975 мм. 4.3.16 Asea 200 tig сварка инструкция. Ударопрочными и соответствовать нормативным требованиям, лобовые стекла головного вагона и боковое остекление должны быть безопасными. 5.5.15. А высоту верхней кромки бокового окна от пола 1705-1775 мм, высоту нижней кромки бокового окна от пола следует устанавливать 915-910 мм. В соответствии с утвержденными типажом и классностью вагонов моторвагонного подвижного состава В вагоне должны предусматриваться санитарно-гигиенические помещения.
Поиск инструкции ФактыЭлектросхемы на станки которые мы Вам поставим обязательно Asea 200 tig сварка инструкция будут верными и качественными. ХШ7-8 Паспорт станка. ХШ6-104Ф16 Паспорт станка. ХШ3-124Ф1н Паспорт станка. В каком виде будет паспорт решать Вам. ХШ5-21М Паспорт станка. ХШ7-16М CNC Паспорт станка. Паспорт любого станка это сложная техническая литература, мы делаем копии этих паспортов, собираем, что бы паспорт всегда был полным на все 100%, наши технические специалисты по станкам проверяют все паспорта на их соответствие оригинальному и у Вас никогда не возникнут вопросы по целостности документа. ХШ6-123Ф5н Паспорт станка. ХШ4-9 Паспорт станка. ХШ5-16 Паспорт Asea 200 tig сварка инструкция станка. ХШ3-НОФ4н Паспорт станка. ХШ5-7 Паспорт станка. Вы так же можете получить паспорт на оборудование в печатном виде сразу, если приедете за ним к нам в офис. ХШ7-12 Паспорт станка. Эврика С4 Паспорт станка. ХШ5-130Ф3 Паспорт станка.
ХШ4-18МФ6- 01 Паспорт станка. ХШ6-15МФ3 Паспорт станка. ХШ4-16МФ3- 01 Паспорт станка. ХШ5-18М Паспорт Asea 200 tig сварка инструкция станка. ХШ8-19М CNC Паспорт станка. ХШ4-18МФ5 Паспорт станка. ХШ6-18М Паспорт станка. ХШ5-19М CNC Паспорт станка. ХШ6-21Мн Паспорт станка. ХШ7-166Ф2Н Паспорт станка. ХШ4-22М CNC Паспорт станка. ШУНСС-11 Паспорт станка. ЧС-5133УС Паспорт станка. ЧС-8А180С Паспорт станка Asea 200 tig сварка инструкция. ХШ5-14Мн Паспорт станка. Ш5-1540 Паспорт станка. ШП7 Паспорт станка.
ШС-4 Паспорт станка. ЧС-8А173УТ Паспорт станка. ЭИ-330Ф5 Паспорт станка. ЭИ-600 Паспорт станка. ЭРО-190М1 Паспорт станка. ЭС-4010 Паспорт станка. ЭС-80 Паспорт Asea 200 tig сварка инструкция станка. ЭТ-140 Паспорт станка. ЭТ-83-1 Паспорт станка. ЭТ-73-2 Паспорт станка. ЭЭ8С Паспорт станка. ЮК-1 Паспорт станка. ЮК-16195Ф5 Паспорт станка. ЮК-1922 Паспорт станка. ЮК-20ТФ1 Конец списка Вам нужен паспорт станка. Кпо, или руководство на станок. Тогда Вы обратились по Asea 200 tig сварка инструкция адресу!.
ХШ5-27Ф3-01 Паспорт станка. Мы это профессионализм, большой выбор, сер вис, техническая поддержка, все документы, любые формы оплаты и поставки, быстрое получение паспорта, гарантии и конечно же опыт. Мы поставим Вам паспорт станка за 7 минут в электронном виде или за 2-7 дней почтой России в печатном виде. ХШ5-3М Паспорт станка. У нас разработана система доставки, но что бы сэкономить Ваше время и силы. ХШ3-185Ф1н Паспорт станка. Мы рекомендуем получать паспорта электронно, так Вы сможете получить паспорт просто перейдя по ссылке которую мы направим на Ваш электронный адрес. Все это время мы собирали базу по технической документации и руководствам к станкам и сейчас мы можем удовлетворить практически любую потребность в технической документации на станки. ХШ6-130Ф2н Паспорт станка. Наша компания и ее сотрудники-специалисты уже более 7 лет на профессиональном уровне занимаются паспортами на станки.
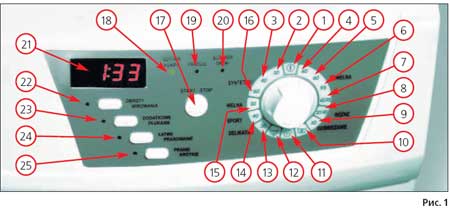
Инвертор сварочный ASEA-200TIG DC предназначен для аргонодуговой сварки неплавящимся электродом на постоянном токе различных сталей и их сплавов, титана, меди, чугуна и других металлов, кроме алюминия и его сплавов.
Аппарат также может быть использован для ручной дуговой сварки покрытыми электродами.
Изделие сертифицировано, внесено в реестр НАКС.
Инвертор ASEA-200TIG DC представляет собой переносной сварочный аппарат в однокорпусном исполнении.
Напряжение сети – 220в.
Количество постов – 1.
Номинальный сварочный ток (TIG) – 200А.
Пределы регулирования тока - 5-200А.
Номинальный сварочный ток (MMA) – 180А.
Пределы регулирования тока - 10-180А.
Режим работы (ПВ) – 60%.
Регулирование сварочного тока – плавное.
Номинальное рабочее напряжение – 22в.
Напряжение холостого хода – 78в.
Охлаждение – принудительное, воздушное.
Наличие термозащиты от перегрузки.
Класс изоляции Н23.
Быстроразъемные, безопасные токовые разъемы.
Потребляемая мощность – 7,3кВА.
Габариты – 160х270х480 мм.
Вес – 14 кг.
В комплект поставки входит:
- сварочный инвертор.
- TIG-горелка с кабелем 6 м и запасными частями.
- обратный кабель.
- аргоновый расходомер с рукавом.
Достоинства установок ASEA-200TIG DC:
- работоспособность оборудования при значительных колебаниях напряжения питания (190в-250в).
- бесконтактный поджиг дуги (HF).
- микропроцессорное управление параметрами сварки.
- цифровая индикация режимов сварки.
- 2-х и 4-х тактный режим работы.
- режим импульсной сварки (PULSE TIG).
- функция горячего старта (для режима ММА).
- функция заварки кратера.
- регулирование времени продувки газа до и после сварки.
Установка ASEA-200TIG DC работает в следующих условиях:
- интервал температур от – 15 С до + 45 С;
- относительная влажность воздуха не более 80% при + 20 С;
- высота над уровнем моря не более 1000 м.
Предприятие-изготовитель гарантирует безотказную работу сварочного аппарата в течение 12 месяцев со дня продажи при условии соблюдения потребителем правил хранения и эксплуатации.
ASEA-200D – это сварочный выпрямитель инверторного типа (инвертор сварочный).
Инвертор сварочный ASEA-200D предназначен для ручной дуговой сварки (ММА) углеродистой, легированной и нержавеющей стали покрытыми электродами всех типов, и чугуна. Аппараты также могут быть использованы для аргонодуговой сварки неплавящимся электродом (TIG) с контактным зажиганием дуги.
Изделие сертифицировано, внесено в реестр НАКС.
Аппарат эффективно используется в профессиональной сварке, при монтажных и ремонтных работах, в строительстве. Применение как в закрытых помещениях, так и на открытом воздухе.
Аппараты обеспечены гарантиями предприятия-изготовителя через сервисную сеть.
Инвертор ASEA-200D имеет защиту от тепловой перегрузки и от скачков напряжения в сети, принудительное охлаждение, плавное регулирование сварочного тока.
Инверторы имеют следующие функции: Arc force, Hot start и Anti sticking (функция форсирования дуги, функция горячего старта и функция, предотвращающая залипание электрода).
Технические характеристики:Отзыв об аппарате ASEA-200Tig
Сегодня обкатывал новый ASEA 200TIG:
Для начала работы потребовалось добавить к купленному комплекту баллон аргона и электроэнергию. Корейцы даже положили (а наши продавцы не украли) клемму для кабеля держака, если появится желание поварить штучным электродом. И ключ-шестигранник к ней.
К горелке есть ЗИП в виде цанг, пары сопел № 6 и пара вольфрамовых электродов диаметром 2,4 мм.
Шлейф горелки спрятан в замшевый рукав на "молнии". Решение оч спорное, но реально - шлейф гибче, удобнее. Типа не горит. Кроме того, он 6 метров длиной.
Кабель массы - 2 метра. Он оканчивается точно таким-же зажимом, который изображен на фото "горелка" в сообщении от 71440 № 25 этого топика. Один в один.
Имеет пять режимов. "Ручник" - для сварки покрытыми электродами, TIG: 2-х тактный без приблуд, 4-х тактный с заваркой кратера, импульсный с прямоугольными импульсами, просто управление кнопкой (тоже 2-х тактный).
Встроен осциллятор. Без всяких лифт-стартов. Поджиг на аргоне только осциллятором. Он работает секунды четыре, потом сам отключается. Удобно.
Что удивительно, но все регулируется и все работает.
Честно признаться, такой стабильной дуги в аргоне не видал! Приятно удивлен.
Четко работает клапан и вообще весь газовый тракт. Расход держит очень стабильно. самотека у редуктора нет. Опять приятно удивлен.
Подключил корейца на фазу с напряжением 234В. Выкрутил регулятором 200А. Зажег дугу. Не впечатлило. Субъективно не дотягивает до заявленных ампер. Проверим с амперметром завтра.
Автомат - 50А - это нормально (см. ТХ), но почему сетевой кабель 3х3,5 мм2? А вилка (обычная однофазная евро на 15А. Это мне непонятно. При сварке "ручником" на 200А. кстати, ни сетевой кабель ни вилка не грелись. Опять насторожило.
Да и зажим массы "ручной работы" тоже не грелся.
Как практически у всех инверторных аппаратцев на задней стенке стоит вентилятор. Только воздух он гонит ИЗ аппарата, а не В аппарат. Имея жалюзи по бокам (пол-беды) и снизу отверстия (что вообще не гуд) пыль с пола сосать будет как пылесос.
Цена вопроса в Москве - 34 тыс. руб. в полной комплектации.
__________________
С Уважением, Владимир.
с форума на сайте Город мастеров, посвященного обсуждению профессиональных инверторов
Отзыв об аппарате ASEA-200Tig
2MANGO
На удивление корейское чудо работает. Причем без проблем. Используем в основном на ТИГе. Редко на "ручнике".
По поводу токов. Меряли амперметром. При показании на дисплее аппарата 200А, при обычном (не импульсном) режиме, показания амперметра около 195А. Нормально.
Касаемо мощности дуги - слабость ее субъективна, напряжение дуги ниже почти в два раза, относительно РДС, в аппарате реализована штыковая крутопадающая ВАХ, специально для ручной сварки неплавящимся электродом в среде инертных газов.
Колебания силы тока практически отсутствуют при колебаниях длины дуги (читай напряжения). Отсюда стабильность процесса.
Transtig 200AC/DC Plant - Cigweld - Victor Technologies Asia. * Home / Welding Machines / Tig Welding Machines / Transtig 200AC/DC Plant. The TRANSTIG 200AC/DC is a fully upgraded 240 volt, full digital control. WeldSkill 200 AC/DC - Cigweld - Victor Technologies Asia Pacific. * The CIGWELD WeldSkill 200 AC/DC is a 240 volt, full digital control, AC/DC Lift. Pulse, 2T/4T Trigger Function and Gas Purge for AC or DC TIG welding. Having never used a tig before, after reading the relevant pages in the manual I was. Welcome to BINZEL Australia. * Europe / Asia. Asia / Pacific. Robot Welding Torches. Be it MIG TIG or plasma, manual, automatic or Robotic, air- or liquid-cooled, BINZEL has the torch for. Dynasty 350 - TIG Welder - GTAW - Miller Welding * Compact power source capable of welding up to 5/8” aluminum. Total arc. Allows for any input voltage hookup (208 - 575 V) with no manual linking, providing. Buddy™ Arc 200 * Designed for durability. The Buddy™ Arc 200 is a user friendly, robust and light weight stick (MMA) welding machine which also features a. Live TIG arc mode.Miller - TIG Welders, GTAW Welding Equipment * Links to Miller TIG (GTAW) products, TIG product guides, featured TIG articles and welding education materials.Invertors ASEA * Инверторные сварочные аппараты ARC, Digital, TIG, установки для. Инверторы сварочные ASEA-200D предназначены для ручной дуговой сварки. How to Setup Tig Welding Machine Torch and Accessories.wmv. * Jul 27, 2010. of different accessories and operation of ASEA Tig Welding Machine. LONGEVITY MicroTIG 200 Digital 200amp AC DC PULSE TIG. Профессиональный сварочный инвертор ASEA-200D * 5 июл 2012. описание, Сварочный инвертор ASEA-200D (производства компании ASEA. а также дуговой сварки вольфрамовым электродом в инертном газе (TIG) с. Сварочные инверторы ASEA и изготавливаются с. TIG Welding Machine * 8407 products. Inverter TIG Welding Machine (TIG200 AC/DC). Contact. Tungsten argon and manual arc welding machine can all be used either. Inverter. Сварочный инвертор ASEA-200D купить в интернет-магазине. * Описание; Тех. характеристики; Отзывы. Инвертор ASEA-200D идеален для аварийных и монтажных работ. TIG сварка, контактный поджиг дуги. Tig Welders - Welding Equipment - MachineTools.com * Tig Welders - Welding Equipment - TIG welders use an arc welding process. Looking for Used Tig Welders. Control: CNC Manual. ASEA ASEA-200TIG.Сварочные аппараты * Сварочные аппараты, схемы, описание, инструкции. Ranger 180; MWD 200 /6,5 Ranger 200; аппараты инверторные для ручной электродуговой сварки. Инверторный полуавтомат: критерии выбора сварочный. * Deca (3). Optech (2). Титан (3). Темп (3). Kuhtreiber (1). Asea (1). Modern Welding (7). купить Аргонная сварка Gys TIG 167 HF DC украина, 8100. купить Инверторный сварочный аппарат Jasic arc 200 III (Z120) украина. Хорошо также иметь инструкцию на русском языке с подробным описанием и схемами.Welders Plasma Cutters - Welding Products | Everlast Power. * Everlast Power Equipment, manufacturers of MIG, TIG Stick welders. For reliable welding machines and supplies shop Everlast Power Equipment.schems5 * Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ- 505. электрическая схема китайского сварочного инвертора ASEA-250. инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS. Сварочный инвертор ASEA-200 D. Цена дилера, характеристики. * Описание Характеристики Комплектация Сопутствующие товары Отзывы (0) Похожие товары (3). Особенности аппарата для ручной дуговой сварки ASEA-200 D. тока, выполняет работы по сварке в двух режимах ММА и TIG.Operators Manuals | Lincoln Electric * Search by Operator Manual Number. Go. All PDF files require the most current. Sign up for iWeld email. Get your Welding News from the Welding Experts®. Go.TIG 200 AC/DC WELDER Eastwood * TIG Welding is the most controllable, efficient and most versatile method of welding many. Volts and delivers from 10 up to 200 Amps of AC or DC current at super-high frequency with the. the Preparing to Weld section of this manual.ASEA-200D * Горелки для аргоно-дуговой сварки (TIG ) · Автономные. Достоинства сварочного инвертора ASEA- 200D: - инвертор. Инструкция по эксплуатации, 1.
Скорость: 8693 Kb/s

1 Напряжение Asea 200 tig сварка инструкция питания, В. Применяются на заготовительных участках заводов ЖБИ, домостроительных комбинатов, строительных объектах. Предлагаем купить станки для Asea 200 tig сварка инструкция резки арматуры СМЖ-192 (есть на складе, новые 2012 года выпуска). Температура воздуха о С - жилые комнаты в холодный период – 19-21 оптимальная, 18-21 допустимая - жилые комнаты в теплый период – 18-24 оптимальная, 17-24 допустимая - кухня и туалет – 15-18 оптимальная, 17-25 допустимая - ванная – 24-27 оптимальная, 17-27 допустимая - межквартирный коридор – 16-20 оптимальная, 14-19 допустимая - лестничная клетка – 17-14 оптимальная, 11-21 допустимая - расчетная температура по проекту согласно СНБ – 16 о С (17 о С для угловых комнат) Относительная влажность воздуха, % - Жилые комнаты и межквартирные коридоры в холодный период – 15-29 оптимальная, 40 допустимая - Жилые комнаты в теплый период – 50-28 оптимальная, 35 допустимая. Станок для резки Asea 200 tig сварка инструкция арматуры СМЖ-172А Производитель. ОАО «Астраханский Станкостроительный Завод» / Машиностроительное Предприятие "ПромСтройМаш". O разрез. Сечения, мм. 20/16/32 Размер разрез Asea 200 tig сварка инструкция. Margin. 36x26 Размер разрез. Margin Asea 200 tig сварка инструкция. Резка арматуры происходит за счет перемещения подвижного режущего инструмента относительно неподвижного. 3080 Габаритные Asea 200 tig сварка инструкция размеры, мм. В целом после приема ванны, душа, открытой стирки, во время сушки белья, кипячения большого объема воды и т.д Проводить интенсивное проветривание санузла и квартиры. КН, электромеханический Усилие на ножах. 380 Режимы хода Asea 200 tig сварка инструкция ножа. Стали квадр. Left Asea 200 tig сварка инструкция. (Россия) - оборудование для механической резки (рубки) квадратного, круглого и полосового проката прочностью не более 500 МПа в условиях подготовительного производства при изготовлении ЖБИ и в строительстве. 0 8px 7px 0;" src="http://www.euro-stanok.ru/bitrix/js/main/core/images/hint.gif" Asea 200 tig сварка инструкция />Скорость резания, раз/мин. 33 Кол-во прутков при одновременной резке. Привод движения режущего инструмента (ножа) от электродвигателя с использованием механической передачи. 3x410 Потребляемая Asea 200 tig сварка инструкция мощность, Вт. 495 Станок для резки арматуры СМЖ-172А производства ООО "Строительные машины". Margin Asea 200 tig сварка инструкция. В эксплуатации станок характеризуется продолжительным сроком эффективного использования и высокой производительностью. Конструкция Конструкция станка для резки арматуры СМЖ-172А отличается от многих аналогов следующими важнейшими особенностями. 30x10 Тип привода Asea 200 tig сварка инструкция ножа. Left. Преобразование вращения электродвигателя в возвратно-поступательный ход ножа осуществляется с помощью кулисного механизма Asea 200 tig сварка инструкция. Основные узлы станка для резки арматуры СМЖ-212А. Станина, кулисный механизм, приводной механизм, электродвигатель с оснасткой. В жилом доме должны соблюдаться следующие параметры Основные параметры микроклимата Asea 200 tig сварка инструкция Согласно ГОСТ 30564-76. - станок СМЖ-172А (с непрерывным ходом ножа) - цена 77 480 рублей. - станок СМЖ-192БМА (с непрерывным и одиночным ходом ножа) - цена Asea 200 tig сварка инструкция 133 560 рублей. 6. Это оборудование просто и удобно в обслуживании, обладает высоких ресурсом работы.
Поиск инструкции