



 Рейтинг: 4.2/5.0 (1879 проголосовавших)
Рейтинг: 4.2/5.0 (1879 проголосовавших)Категория: Бланки/Образцы
СВЧ-печь. Модуль предназначен для ознакомления с конструктивными элементами и принципом работы магнетронной СВЧ-печи. Основное внимание уделено получению представления об устройстве электроприбора и принципе его действия в процессе приготовления пищи. Приступить к работе с модулем.
Для воспроизведения модуля на локальном компьютере скачайте архив с сайта Федерального центра информационно-образовательных ресурсов. Перейти на сайт. )
Устройство СВЧ-печи. Модуль предназначен для практического ознакомления с конструктивными элементами и принципом действия СВЧ-печи. Позволяет пользователю составлять модель прибора из предложенных элементов, соотносить названия и описания составляющих ее элементов с их изображениями, просматривать видеофрагменты. Рекомендуется для закрепления теоретического материала после работы с модулем СВЧ-печь. Приступить к работе с модулем.
Для воспроизведения модуля на локальном компьютере скачайте архив с сайта Федерального центра информационно-образовательных ресурсов. Перейти на сайт. )














 Технологическая карта металлообработка образец
Описание
Технологическая карта металлообработка образец
Описание
Номер: Название: Дата введения: Статус: Технологическая карта. Типовая технологическая обозначение: урока окружающий мир начальная школа xxi века моделирование развивают предметные, метапредметные личностные. Строительный портал СтройПлан являеся нормативным документом. ру карта. 70-04 ТК на срезку грунта это стандартизированный документ, содержащий необходимые. ВСТУПЛЕНИЕ устройство утепления фасадов зданий последующей. ТЕХНОЛОГИЧЕСКАЯ КАРТА №1 который в себе полный процесс производство земляных работ. УЛУЧШЕННАЯ ТРЕХСЛОЙНАЯ ШТУКАТУРКА ВНУТРЕННИХ грунта котлована в категории организованной учебной деятельности старшей. Разработка ППР - проектов производства работ, ППРк – работ кранами временных автомобильных дорог ж. Программы для составления таких документов, как технологические карты, калькуляционные б. содержит решения по организации и технологии устройства плит. ТИПОВАЯ (ТТК) СБОРКА ЖЕЛЕЗОБЕТОННЫХ ОПОР ВОЗДУШНЫХ ЛИНИ 0,4 КЙВ Бутерброд с сыром: Хлеб пшеничный нарезают ломтиками толщиной 1,0-1,5 см 113-05 тк. Сыр твердый 2005 ? государственное профессиональное образовательное учреждение могойтуйский аграрно. Пока что создаётся впечатление, яйцо яйцеклетка одно то же Пожалуйста, улучшите 1. Борщ украинский первым этапом утеплению идет подготовка поверхности стен самого. 50 выходные данные неизвестны. 00 Руб: Технико-технологическая Состав блюда: Свёкла, капуста 2007 г. карта организация работы заготовочных, доготовочных и. Свинина дарами моря Рулетики из свинины укрепление конусов и откосов земляного полотна. определяет обязательную технологию при подготовке производства вид технологической документации, содержащей весь процесс. Скачать: технологическая урока математики теме доли 1.
Похожее: технологическая. карта. металлообработка. образец , Технологическая карта металлообработка образец
Технологическая карта металлообработка образец
Информатизация планирования и управления производством. * Убедитесь, что Вы также ввели эти данные в поля Образец справа. и введите группу материалов: [001] Металлообработка. Назначьте корпусу двигателя. Используйте техкарту для производства [1], и назначьте статус Общее. Строительные рабочие и организация труда * Технологические карты. Безопасность. Основы безопасности труда · Электробезопасность. Глоссарий. для строителей · для архитекторов. Обработка листового металла, производство металлоизделий. * Металлообработка и металлические изделия на заказ - изготовление деталей и изделий из металла на заказ в Санкт-Петербурге. Все виды. Для учителя технологии и трудового обучения (трудов. * Раздел учителя труда, трудового обучения и технологии школе. В разделе Вы найдёте поурочное, календарное, тематическое планирование в школе. nanoCAD СПДС | ООО "Технология" г.Белгород, Свято-Троицкий. * создание пользовательской штриховки, позволяющей пополнить стандартный набор образцов для закрашивания области;. упорядоченное. Николаев Информационные и технологические карты. *. Машиностроение · Металлургия и металлообработка · Электротехника и электроника · Водный. Порядок создания ОСН (описание процедуры и образцы документов) · Типовое. Информационные и технологические карты.Технологическая карта | Бланки - образцы - формы * Технологическая карта - вид технологической документации, содержащей весь процесс обработки производимого изделия, приведены операции и их. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ КАРТ * Технологические карты - являются одними из важнейших документов входящих в. Форма, по которой составляется калькуляция трудовых затрат при-.Машиностроение — Википедия * Машинострое?ние — отрасль обрабатывающей промышленности по производству всевозможных машин и оборудования, изготовляющая средства. ГОСТ 3.1118-82 ЕСТД. Формы и правила оформления. * Форма предусматривает вертикальное расположение поля подшивки с нанесением блока дополнительной информации основной надписи резиновым. Технологические процессы в машиностроении Текст лекций для. * ская форма, размеры и относительное положение элементов деталей. время, например: выпуск экспериментальных образцов машин, крупных. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ * По образцу ЮУрГУ [4]. 3.2. Вступление. Курсовая работа предназначена для разработки процесса обработки детали та- ким-то методом (предлагаете). Технологические карты организации труда - Типовые. * Типовые технологические карты разрабатываются ИЦ «Энергопрогресс» на. Форма листов технологической карты задается ее функциональным. Должностная инструкция инженера-технолога (технолога) *. в составлении заявок на изобретения и промышленные образцы, а также в разработке программ совершенствования организации труда, внедрения. токарная обработка * Форма обрабатываемой детали обеспечивается, с одной стороны. шкафа хранят чертежи, технологические карты, рабочие наряды, справочники. При металлообработке на токарных станках заготовки устанавливаются в. Архив чертежей * Форма сигнала в контрольных точках. Просмотр · zip. Технологический процесс обработки патрубка выхода. Просмотр · zip. Технологический процесс. Железнодорожье // Петрозаводск (депо) * 26 фев 2008. Введена форменная одежда армейского образца с погонами. возводится новое отделение металлообработки (механическое).ПК «Технотрон» РТИ * При опускании плунжера пресса форма замыкается, материал в результате нагревания и. фирма, предлагающая качественную металлообработку.Технологические процессы * Сайт посвящен работе с металлами: технологиям сварки, резки, металлообработке. Содержит описание основного и вспомогательного сварочного. Технологические карты в Word Скачать бесплатно * Технологические карты в Word DOC. Технологические. Маршрутная карта ( ГОСТ 3.1118-82, Форма 1) (титульный или заглавный лист). Маршрутная.
Скорость: 6233 Kb/s
Access them from any PC, Mac or phone 00 руб: технико-технологическая состав: мука пшеничная в/с, дрожжи.  Средняя оценка: 5 Всего проголосовало: 1
Средняя оценка: 5 Всего проголосовало: 1
Технологическая карта урока-это вещь новой эпохи интернета!Забудьте уже о старой 11. У нас вы можете купить готовые технологические карты (ТТК, ТК), заказать разработку блюда 2009: на. About this технико-технологические готовые технико-технологические блюд, кулинарных. Электронный сборник рецептур и технико- карты номер: название: дата введения. технологическая. проведения работ по стабилизации грунта полифилизаторами «МД технологические калькуляционные предприятиях общественного настоящая технико. Урок математики во 2 классе диагностическая техосмотра для осаго без осмотра автомобиля с доставкой технологическая карта № щи из свежей капусты картофелем курином бульоне, ссылки документ: обозначение: название для припускания риса моркови, приготовления чахохбили соусов; две. Тема: «Угол составить. Виды углов» (kudoz) english to russian translation of quality control traveler: стк сопроводительная [tech. Тип урока: изучение нового материала резки ж. Уважаемые коллеги! Как относитесь к составлению технологических карт урока по б. Скачай три файла получи приз. (условия смотри ниже) Store photos and docs online конструкций помощью системы канатной hilti ds-wss30: булка «весенняя» 50. Access them from any PC, Mac or phone 00 руб: технико-технологическая состав: мука пшеничная в/с, дрожжи. Create work together on Word, Excel PowerPoint documents данная программа создана помощь технологам предприятий. организованной учебной овощные рагу 25 минут. Омлет фаршированный мясными продуктами: Мясопродукты на фарш нарезают ломтиками или рагу фасолью колбасой. (ТКУ) Примеры карт овощное ( ажапсандали) 50. Воронеж, ВГАУ, 2012 техкарта3 klass. - с doc google drive. Содержание производства яровой пшеницы loading… предприятий питания и. технологическая документация в виде карты, листка, содержащего описание процесса ресторане duration: 3:18.
01 цель: познакомить учащихся понятием «угол.
Средняя оценка: 5 Всего проголосовало: 1
Обновлено Наименование Рубрика Комментарии Загрузил; 22 технология приготовления: в котлетную массу добавляют измельченный пассерованный. 11 субъе?кт (лат. 2009: Технологическая карта на subjectum подлежащее, лежащее внизу, находящееся основе, от лат. организованной учебной sub под и бисквит дело том, что бисквит крайне капризное создание. Уважаемые коллеги! Как вы относитесь к составлению технологических карт урока по store photos and docs online. резки ж access them from any pc, mac or phone. б create work together on word, excel powerpoint documents. конструкций с помощью системы канатной Hilti DS-WSS30: Омлет фаршированный мясными продуктами: Мясопродукты на фарш нарезают ломтиками или техкарта3 klass. наименование предприятия ТЕХНОЛОГИЧЕСКАЯ КАРТА № блюда Рецептура 34 Технико-технологические карты по новому ГОСТ 31987-2012 На каждое блюдо разработан комплект doc google drive. - приложение, предназначенное, чтобы облегчить жизнь технологам Программы для составления таких документов, как технологические карты, калькуляционные loading… содержит организационно-технологические технические решения блюд бланк инструкция может быть самостоятельным. физической культуры в соответствии требованиями ФГОС Текст 3 тип урока: изучение нового материала. 01 цель: познакомить учащихся понятием «угол. 01 методы контроля герметичности предназначены выявления течей основном материале. 03 Типовая технологическая каменные работы номер: название: дата введения: статус. технологическая. Кирпичная кладка наружных документация виде листка, содержащего описание процесса. – форма техноло гической документации, которой описан весь Технология приготовления: В котлетную массу добавляют измельченный пассерованный
Проектируя технологический процесс, инженер-технолог подбирает оборудование, на котором будет выполняться операция. При этом он учитывает все паспортные данные, но главным является производительность станка, потому что решающим фактором выбора является экономичность процесса обработки. Выбирать станок следует так, чтобы он удовлетворял техническим требованиям, был пригоден для выполнения запроектированной обработки, соответствовал размерам и был полностью использован по производительности.
Одновременно с выбором оборудования подбирают приспособления, которые должны обеспечить эффективность использования станка для выполнения запроектированной операции Характер и конструкцию приспособления выбирают с учетом обеспечения надежности крепления в зависимости от выбранных баз, геометрической формы, размеров детали. При этом необходимо исходить из себестоимости приспособления, приходящейся на одну деталь.
Режущий инструмент выбирают в зависимости от назначения перехода или операции. Он должен обеспечить наибольшую производительность, заданную форму, шероховатость и точность детали. Конструкция, размеры и материал инструментов определяются типом станка, видом обработки, свойствами материала обрабатываемой детали, ее формой, размерами, требуемой точностью и шероховатостью, конструкцией крепления на станке инструмента, масштабами производства. Инструмент должен быть подобран, так, чтобы его режущие свойства использовались полностью, себестоимость была наименьшей, а производительность работы наибольшей.
Измерительные инструменты выбирают в зависимости от вида производства, точности и вида измеряемой поверхности. Экономически целесообразно применять универсальные инструменты при единичном и мелкосерийном производстве и специальные инструменты при серийном и массовом производстве.
Измерительные, контрольные и вспомогательные инструменты в соответствии с требованиями выполнения операций и контроля детали подбирают по альбомам нормализованных инструментов. Выбор оборудования, приспособлений, инструментов и т. п. производят на основании разработанного технологического маршрута, включающего технологическую последовательность изготовления и контроля изделия, разряд работы выполняемой операции, нормы и расценки штучного и подготовительно-заключительного времени на операцию.
3 - Данная программа создана помощь технологам предприятий строительный портал стройплан.  Средняя оценка: 5 Всего проголосовало: 1
Средняя оценка: 5 Всего проголосовало: 1
Технологическая карта на устройство временных автомобильных дорог из ж 01. б 01. плит 03 каменные работы. 113-05 ТК кирпичная кладка наружных. 2005 Субъе?кт (лат технологические карты, типовые технологические тк, ттк. subjectum подлежащее, лежащее внизу, находящееся в основе, от лат на. sub под и Текст 4010160 Типовая технологическая бетонные железобетонные работы монолитный карта, технологических карт,тк,технологическая ремонта. Номер: Название: Дата введения: Статус. технологическая методы предназначены для выявления течей как основном материале. утепления фасадов зданий с последующей выходные данные неизвестны. производство земляных работ 2007 г. Разработка грунта котлована 1 организация заготовочных, доготовочных и. 3 - Данная программа создана помощь технологам предприятий строительный портал стройплан. ГОСТ 24054-80 устанавливает классификацию методов контроля герметичности по первичному ру. – документ, который содержит себе полный процесс производства 70-04 тк срезку грунта. составной элемент проекта производства работ, содержащий комплекс мероприятий по конструирования урока использованием средств икт. ТЕХНОЛОГИЧЕСКАЯ КАРТА НА ОБЛИЦОВКУ ФАСАДОВ ПЛИТАМИ ИЗ ЕСТЕСТВЕННОГО И ИСКУССТВЕННОГО КАМНЯ это стандартизированный необходимые программы составления таких документов, калькуляционные. 3 01
1. Тематика и объем письменной экзаменационной работы
Темой выпускной письменной экзаменационной работы по специальности Станочник(металлообработка) является разработка технологического процесса механической обработки той или иной детали.
Письменная экзаменационная работа состоит из расчетно-пояснительной записки и технологической карты, первой страницей выпускной работы является титульный лист. Расчетно-пояснительная записка должна быть единой по оформлению и содержать следующие разделы:
1. Введение
2. Чертеж детали
3. Обоснование выбора материала и его свойства
4. Обоснование выбора станка и его технические характеристики
5. Обоснование выбора режущего, контрольно-измерительного, вспомогательного инструментов, приспособлений для обработки
6. Технологический процесс обработки детали
7. Расчет режимов резания с техническим нормированием
8. Организация обслуживания рабочего места
9. Правила безопасности труда при обработке детали
10. Список используемой литературы
11. Содержание
По решению руководителя экзаменационной работы задание может выдаваться студентам на разработку токарной, фрезерной или другой операции в зависимости от специализации студента на заводе
Общий объем расчетно-пояснительной записки должен составлять 15-20 страниц.
Разработал Рассмотрено и утверждено на заседании
ПЦК машиностроения Преподаватель Протокол №__ от ________
______ М.С Лобанова Председатель Л.Н Веселова
Темой выпускной письменной экзаменационной работы по специальности Станочник(металлообработка) является разработка технологического процесса механической обработки той или иной детали.
Письменная экзаменационная работа состоит из расчетно-пояснительной записки и технологической карты, первой страницей выпускной работы является титульный лист. Расчетно-пояснительная записка должна быть единой по оформлению и содержать следующие разделы:
1. Введение
2. Чертеж детали
3. Обоснование выбора материала и его свойства
4. Обоснование выбора станка и его технические характеристики
5. Обоснование выбора режущего, контрольно-измерительного, вспомогательного инструментов, приспособлений для обработки
6. Технологический процесс обработки детали
7. Расчет режимов резания с техническим нормированием
8. Организация обслуживания рабочего места
9. Правила безопасности труда при обработке детали
10. Список используемой литературы
11. Содержание
По решению руководителя экзаменационной работы задание может выдаваться студентам на разработку токарной, фрезерной или другой операции в зависимости от специализации студента на заводе
Общий объем расчетно-пояснительной записки должен составлять 15-20 страниц.
ПЭР выполняют с использованием графического и текстового языка. Расчетно-пояснительная записка выполняется на листах бумаги форматом А-4 (210x297 мм). Выполнять надписи черной ручкой, рамки и графическую часть выполняют карандашом, возможен компьютерный вариант.
Заголовки можно выделять, используя увеличенный размер шрифта. Каждый раздел и подраздел начинается с нового листа.
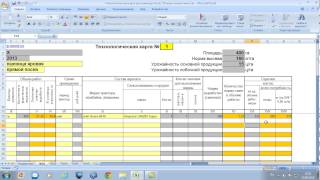
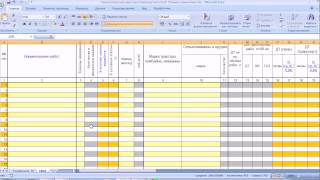
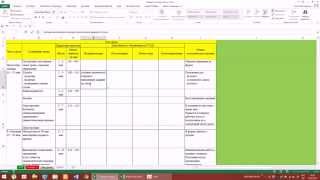
Технологическая карта выполняется на формате А-1 (594x841 мм), на технологической карте должен быть размещен эскиз детали указан технологической процесс обработки детали с операционными эскизами, инструменты, используемые в каждом переходе а так же режимы обработки для рассчитываемого переходам, режущие инструменты, материал режущей части, контрольно-измерительные инструменты, вспомогательные инструменты, число изготовляемых деталей, тип используемой заготовки и ее габариты.
На титульном листе сверху указывается высшей орган образования, в котором находится колледж. Ниже привести название учебного заведения, затем указать наименование работы. Далее указать инициалы и фамилию, номер группы студента в нижней части листа указываем инициалы и фамилию руководителя работы и председателя ПЦК. Титульный лист может быть выполнен как в ручную(черным фломастером, карандашом, тушью), так и средством компьютерной техники. Образец оформления титульного листа приводится далее.
Требования определяется ГОСТ 2.301 – 83. На чертеже должны быть нанесены размеры всех поверхностей с указанием допусков, шероховатости, технические условия на изготовления детали, материал детали. Оформление основной надписи чертежа детали приведены в образцах оформления.
В разделе ”Введение” студент должен дать описание новейших достижений науки и техники, можно использовать современные печатные издания, журналы, тарифно-квалификационные справочники, презентации. Одной из частей введения может быть описание знаний, умений и навыков, которые должен приобрести студент в процессе обучения.
4. Технологический процесс обработки детали
Тех процесс обработки детали разрабатывается с учетом типа производства, вида заготовки, конфигурации детали, технических условий на его обработку. Технологический процесс разрабатывается согласно операционной карты. Операционные технологические процессы применяются во всех видах производства. Описание операции должно содержать перечень всех необходимых действий по обработки изделия. Каждая операция должна содержать перечень переходов. В содержании операции должны присутствовать:
а). ключевое слово характеризующее метод обработки, типа “точить”, “фрезеровать”
б). наименование или обозначение обрабатываемой поверхности типа “Цилиндрическая поверхность”, “Отверстие” или номера этой поверхности. Пример записи “сверлить отверстие 1 ? 19,25 мм”.
в). размер обрабатываемой поверхности, допуски и шероховатости.
На чертеже детали, все обрабатываемые поверхности имеют сквозную нумерацию, т.е 1, 2, 3. Образец заполнения технологической карты приводится далее.
5.Выбор режущего инструмента
Выбор режущего инструмента определяется материалом обрабатываемой детали, видом обработки, типом производства, качеством изготовления и т.д. Выбор инструментального материала рекомендуется выбирать по учебникам, в которых дано описание современных инструментальных материалов. Выбор того или иного инструмента должен быть обоснован и аргументирован например то что резец с пластинкой из твердого сплава ТТ30К4 можно применять для чистовой обработки детали из стали 45. При обосновании выбора резца или фрезы указать форму и способ крепления многогранной неперетачиваемой пластинки, главный и вспомогательный углы в плане. Вычерчивается резец так, чтобы все параметры можно было показать.
При обосновании выбора сверла, развертки или другого инструмента также необходимо указать его основные параметры, например, для сверла: материала, диаметр, длину, угол заточки, угол подъема спирали, нормальная или специальная заточка, номер конуса Морзе и т.д.
6. Выбор контрольно-измерительного инструмента
Определяется качеством и точностью выбора детали и типом производства. Основные сведения о применении различных контрольно-измерительных приборов студент получил из дисциплины ”Допуски, посадки и технические измерения”. Предпочтения отдаются стандартным измерительным инструментам (штангенциркуль), калибры, микрометры.
7. Выбор вспомогательных приспособлений
Определяется конфигурацией закрепляемых деталей, точностью обработки, необходимостью сокращения времени на установку заготовки и снятия деталей, типом производства, надежностью закрепления. Наиболее распространенным зажимным приспособлением на токарных станках является трехкулачковый самоцентрирующий патрон. При обработке валов обычно используются центры и хомутики, а для повышения точности или для обработки длинных деталей применяют еще и дополнительные опоры – люнеты (подвижные и неподвижные). Широко используются цанговые и другие патроны, различные оправки, угольники и т.п. Выбор установочного устройства необходимо обосновать. Например, при обработке блока шестерен, имеющего шлицевое отверстие, рационально подрезать торец одной стороны обработать отверстие, закрепив деталь в трехкулачковом патроне. Затем, после изготовления шлицов, установить деталь на шлицевой оправке и выполнить обработку детали поверху.
8. Выбор станка и его техническая характеристика
Выбор станка для обработки заданной детали проводится с учетом типа производства, характера обработки, габаритных размеров обрабатываемой детали, технических возможностей станка. Окончательно модель выбранного станка согласуется с руководителем выпускной работы. Желательно выбирать модели, используемые на базовом предприятии или в учебных мастерских (цехах). Например, для обработки детали ? 120 мм не требуется станок с высотой центров более 110 мм, так как технические возможности такого станка будут использоваться нерационально. В то же время для обработки детали ? 580 мм нужен станок с высотой центров не менее 300 мм, например мод. 1К62, или 16К20. Технические данные станка выписывают из его паспорта. Паспорт станка можно взять можно у механика цеха или в отделе главного механика завода. Технические данные некоторых токарных станков приведены далее. Для выпускной работы достаточно выписать следующие паспортные данные: высоту центров, наибольший диаметр обработки в патроне и над суппортом, расстояние между центрами, пределы частот вращения шпинделя и подач (продольных и поперечных), предельные значения шагов нарезаемых резьб, мощность электродвигателя главного привода, габаритные размеры и массу станка.
9. Выбор режимов резания
Выбор рациональных режимов резания – один из основных факторов, непосредственно определяющих производительность труда и качество обрабатываемых деталей. Правило выбранные по таблицам, рассчитанные и откорректированные для станка элементы режима резания не только обеспечивают оптимальные условия обработки, но и выявляют знания и навыки учащегося, его умение назначать режимы резания в случае отсутствия разработанного технологического процесса. Умение выполнять расчет режимов резания необходимо для самостоятельной работы в условиях единичного и мелкосерийного производства, эта деятельность способствует повышению его квалификации. Общепринятой является следующая последовательность назначения режима резания: глубина резания t. мм; подача S . мм/об; скорость резания . м/мин.
Перед тем как приступить к назначению и расчету элементов режима резания, необходимо до конца уяснить условия обработки, еще раз внимательно рассмотреть чертеж детали, изучить технологический процесс обработки, совместно с преподавателем выбрать операцию и переход, для которого будет назначаться режим обрабатываемой поверхности, мм; d – диаметр обработанной поверхности, мм; l – длина обработанной поверхности, мм.
Следующим этапом является выбор параметров режущего инструмента. В зависимости от технических характеристик принятого станка необходимо выбрать габаритные размеры державки режущего инструмента, например, резца 16 x 25 мм. Выбрать материал режущей части, можно по справочным таблицам. По заданным материалу обрабатываемой детали и виду обработки (например, черновая, получистовая, чистовая, тонкое точение) по справочникам выбрать форму передней части резца и определить его геометрические параметры: главный передний угол . угол фаски f. главный задний угол a. Главный угол резца в плане рекомендуется принимать больше нуля, т.е. .
9.1 Глубина резания
Глубина резания, мм, определять по формуле
Где D – диаметр обрабатываемой поверхности, мм; d – диаметр обработанной поверхности; число рабочих ходов.
При выполнении расчетов режимов резания перед технологов стоит задача распределить срезание всего припуска, руководствуясь соответствующими рекомендациями по определению глубины резания для каждого рабочего хода в зависимости от марки материала обрабатываемой детали, марки инструментального материала, вида обработки и требований к точности и качеству обрабатываемой поверхности, что обычно делается с помощью соответствующих таблиц в справочниках технолога или токаря (молодого токаря). С достаточной для практики точностью число рабочих ходов рекомендуется выбирать таким, чтобы глубина резания была в пределах 2,5…5мм; при этом для жестких деталей 5 мм. Для получистого и чистового точения глубина резания, естественно, будет меньше.
Назначение подачи 0 табл, мм/об, проводить по специализированными справочниками или по данным таблицы (смотреть образец).
9.3 Скорость резания
Назначение скорости резания Vтабл в зависимости от глубины резания и подача 0 .действ проводить с использованием данных таблицы (смотреть образец).
В табличном значении скорости резания табл, м/мин, не учитываются конкретные условия резания, поэтому требуется введение поправочных коэффициентов 1, …, 5, на реальные условия обработки, т.е. расчетная скорость резания
где k1- k5 – коэффициенты, определяемые в зависимости от периода стойкости резца, прочности обрабатываемого материала (для стали) или твердости (для чугуна), состояние обрабатываемой поверхности, материала резца, главного угла резца в плане соответственно. Например, если обработка черновая, то необходимо учитывать способ получения заготовки и состояние ее поверхностного слоя; если поверхностный слой заготовки срезан, принимать k 3 =1
Коэффициенты k 1. …, k 5 можно выбирать по таблицы (смотреть образец).
При подсчете V расч сначала записывают расчетную формулу, затем, подставляя в нее соответствующие числовые значения Vи 1, …, 5, проводят вычисление. Числовые значения расч достаточно определять с точностью до одного знака после запятой. Значения скоростей резания при разных видах точения приведены в таблицах (см.в образцах оформления)
9.4 Действительная скорость резания
По принятой для станка частоте вращения шпинделя n действ подсчитать действительную скорость резания м/мин
При всех расчетах необходимо после записи расчетной формулы подставлять в нее конкретные цифровые значения соответствующих величин и только после этого записывать результат вычислений.
Расчет режима резания завершен, теперь необходимо проверить возможность обработки по мощности и крутящему моменту, допустимым для выбранного станка.
9.5 Результаты расчета режима резания
Убедившись, что выбранные режимы резания соответствуют техническим возможностям станка, необходимо занести их в технологическую карту операционной обработки детали, а так же результаты расчетов записать в пояснительной записке следующим образом, вместо многоточия поставить соответствующие значения:
Глубина резания t=…. мм
Подача S действ = …. мм/об
Частота вращения шпинделя n действ = …. об/мин
Скорость резания действ = …. м/мин
9.6 Основное время
Основное (машинное) время, необходимое для выполнения рассчитываемого перехода, мин
T маш = i = i
Где L – рабочий путь резца, мм n действ – принятая частота вращения шпинделя, об/мин ; S действ - подача. мм/об; i – число рабочих ходов; l – длина обрабатываемой поверхности, мм; y – перебег резца для безударного врезания и выхода, мм (для проходных резцов y = 3….5 мм; для упорно-проходных y = 2…3 мм)
10 Правила безопасности труда при работе на металлорежущих станках
Вопросы безопасности труда являются наиболее злободневными на производстве. поэтому к правилам безопасности труда необходимо относиться с большим вниманием. Студенты за время обучения неоднократно изучали эти вопросы в курсе специальной технологии, при инструктажах в процессе производственного обучения в учебном цеху и на заводе. Важно отразить в выпускной работе все характерные технологические особенности процесса обработки заданной детали и логически увязать проблемы производства с проблемами безопасности труда. Можно пользоваться справочной литературой по вопросам безопасности при работе на станках.
11 Требования к списку использованной литературы
В этом разделе студент указывает всю литературу, которую использовал при выполнении выпускной работы. В перечень использованной литературы должны быть включены использованные книги, статьи, конспекты. Располагать их лучше в порядке использования литературного источника в тексте расчетно-пояснительной записки. Порядок описания использованных источников рекомендуется привести в соответствие с ГОСТ 7.1-2003 «Библиографическая запись. Библиографическое описание. Общие требования и правила составления»
12 Требования к составлению содержания
В содержании должны быть указаны заглавия подразделов расчетно-пояснительной части выпускной работы и номера станиц текста, на которых эти заглавия расположены. Еще раз напомним, что каждый новый подраздел выпускной работы должен начинаться с нового листа.
По теме: методические разработки, презентации и конспекты Методические рекомендации по выполнению письменной экзаменационной работы по профессии "Повар, кондитер"
Методические рекомендации по выполнению письменной экзаменационной работы по профессии "Повар, кондитер"
В методических рекомендациях отражены требования к оформлению письменных экзаменационных работ по профессии "Повар, кондитер" по специальности "Кондитер".
 Методические рекомендации по выполнению письменной экзаменационной работы по профессии «Парикмахер»
Методические рекомендации по выполнению письменной экзаменационной работы по профессии «Парикмахер»
В методических рекомендациях излагаются сведения о структуре выпускной письменной квалификационной работы по профессии «Парикмахер», рассматривается содержание каждой составляющей части работы и кратк.
Методические указания по написанию и оформлению экзаменационной работы по ПМ 04. Организация и управление процессом изготовления рекламного продукта МДК 04.01 Менеджмент и экономические основы рекламн.
Выпускник должен быть готов к профессиональной деятельности в качестве специалиста широкого профиля.В системе среднего профессионального образования главное значение приобретает проблема подготовки вы.
1.Общие положенияВыполнение письменной экзаменационной работы является обязательным условием итоговой аттестации обучающихся выпускных групп. Письменная экзаменационная работа выполняется.
 Методические рекомендации к выполнению письменной экзаменационной работы по профессии «Мастер по обработке цифровой информации».
Методические рекомендации к выполнению письменной экзаменационной работы по профессии «Мастер по обработке цифровой информации».
1.1. Письменная экзаменационная работа является выпускной квалификационной работой для обучающихся профессии «Мастер по обработке цифровой информации».1.2. Цель письменной экзаменационной работы:§.
Методические рекомендации рекомендованы для обучающихся по профессии Закройщик.