










 Рейтинг: 4.0/5.0 (1875 проголосовавших)
Рейтинг: 4.0/5.0 (1875 проголосовавших)Категория: Инструкции
В данной статье будет рассказано о том, как варить полипропиленовые трубы, какой инструмент для этого используется и как выполняется непосредственно процесс сварки.
Соединение полипропиленовых труб выполняют при помощи диффузионной сварки, основанной на плавлении путем нагревания до нужной температуры соединяемых деталей. Для нагревания деталей используется электричество: сначала производят нагревание деталей до температуры их плавления, после чего плотно прижимают их друг к другу, такой процесс называют сваркой плавлением.

Важно: свариваемые детали должны обладать одинаковыми свойствами.
Сам процесс сварки включает в себя следующие этапы:
Важно: 260° — температура плавления полипропиленовых фитингов и труб.
При этом после выполнения сварки невозможно найти место шва, поскольку в процессе сваривания произошло расплавление деталей и объединение их структур, то есть получилась однородная единая деталь, что позволяет cварке полипропиленовых труб плавлением гарантировать прочное и высококачественное соединение деталей.
Инструменты для сварки полипропиленовых труб
Для сварки труб из полипропилена, используемых в системах водоснабжения (горячего и холодного) и отопления достаточно использовать стандартный набор инструментов, включающий в себя:
Сварочный аппарат, мощность которого может достигать 1500 Вт, работает от электрической сети 220 В. Небольшой вес аппарата облегчает его транспортировку, а удобная рукоятка позволяет выполнять соединение труб в различных положениях.
Кроме того, аппарат оснащен выключателем и регулятором температуры, позволяющим поддерживать постоянную температуру в 260°. В момент включения аппарата на нем загорается индикатор красного цвета, который гаснет после того, как получена нужная температура и можно использовать аппарат.
Насадки
Важнейшим элементом сварочного аппарата являются сварочные насадки, предназначенные для нагревания наружной и внутренней поверхностей соединяемых деталей.
В стандартном комплекте сварочного аппарата обычно имеются насадки, диаметр которых составляет 16-40 мм.
Важно: насадки для соединения труб большего диаметра (до 125 мм) приобретаются отдельно в строительных магазинах.
Тефлоновая оболочка позволяет защитить насадку от воздействия расплавленного пластика, а также снизить воздействие на свариваемый пластик со стороны нагревательного элемента, повышая качество сварки.
Кроме того, тефлоновое покрытие предотвращает прилипание к аппарату расплавленного пластика.
Важно: необходимо постоянно следить за чистотой тефлонового покрытия.
Насадки для сварки состоят из двух частей:
В результате происходит равномерное нагревание до 260° как наружной стороны трубы, так и внутренней стороны фитинга из полипропилена. Крепление насадки к сварочному аппарату осуществляется с помощью имеющихся в комплекте с аппаратом болтов.
Важно: при эксплуатации аппарата возможно ослабление болтов, в таком случае необходимо подтянуть их.
Болты, крепящие насадки к аппарату, закручиваются с помощью входящей в комплект цилиндрической отвертки (иногда – шестигранника). Установку насадок следует выполнять до начала нагревания, а заменять насадки под нагревом допускается только в крайних случаях.
Резка труб перед сваркой
Ножницы для полипропиленовых труб
Для нарезки перед сваркой труб из полипропилена диаметром не более 32 мм используются ножницы, лезвия которых изготовлены из стали высокого качества. На данные ножницы предоставляется 1 год гарантии с условием, что они будут применяться только при резке полипропиленовых труб.
Важно: в продаже также имеются ножницы, позволяющие резать трубы, диаметр которых достигает 63 мм, а резку труб с большим диаметром обычно выполняют с помощью металлической ножовки.
Инструкция по сварке труб из полипропилена
Как варить трубы полипропиленовые
Первым делом рассмотрим подробнее основные этапы подготовки аппарата к сварке полипропиленовых труб:

Сварка ПП трубы
Сварка выполняется следующим образом:
Важно: при надевании фитинга следует обеспечивать небольшой нажим.
Время, которое требуется на нагрев, соединение и остывания, зависит от диаметра ПП трубы и глубины сварки. Рекомендуемые значения этих промежутков времени приведены в таблице:




















Если вы решили заменить старенькые элементы трубопровода, либо проложить новейший, то одним из наилучших вариантов будет установка полипропиленовых труб своими руками. Шейвер для зачистки контура для снятия армированного покрытия, ежели оно имеется; фаскосниматель. В рф эталоном считается скос фаски на 45 градусов и углубление, 3 толщины. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45 градусов лезвие ножика. Время сварки зависит от толщины пластика и ширины шва. Нужные инструменты для работы и аннотация, как сделать самодельный сварочный аппарат для, дизайн. Обыденные пластмассовые трубы подступают лишь для прохладной воды, они не предусмотрены для работы под давлением. Остальные температуры приведут к ненадежному соединению, потому при покупке аппарата не непременно брать его с терморегулятором. При нагретом утюге, поменять еш будет тяжело. При малеханьких размерах работ можно обойтись и обыкновенной пилой. Перед работой прогрейте несколько минут утюг, подождите, пока он включит нагрев 2-ой раз. Для этого необходимо одеть их фактически до конца на насадку паяльничка, и подержать несколько секунд. Перед тем, непременно откройте кран на муфте, по другому воздух будет выталкивать его из насадки паяльничка, как спаять полипропиленовые трубы. Практически, подойдет неважно какая фаска в этих пределах. Ежели у вас есть сами трубы, то работа не займет много времени, нужный набор фитингов и сварочный аппарат для полипропиленовых труб. Будет еще удобнее собрать главные элементы на столе, и потом несколькими действиями закрепить их в систему. Как верно паять полипропиленовые трубы и фитинги. Согласно германским нормам DVS-2207-1, и углубление на 2-3, зачистка для полипропиленовых труб обязана иметь угол 15 градусов. Ежели у вас появляются препядствия при одевании, то необходимо снять фаску с кромки, и пластик сильно загибается. Его применять необходимо в случае отвратительного свойства контура лохмотьев, чтоб не задирался пластик. Заблаговременно определитесь, как для вас будет удобнее работать, и закрепите насадку большей стороной ввысь, или напротив. Ежели трубы подступают к котлу, то нельзя допускать близкого нахождения пластика рядом. Ежели датчика температуры нет, то можно приблизительно измерить еш с помощью свинца и олова. При правильном соединении часть пластика обязана умеренно выйти, образовав маленький наплыв на муфту. Подогретый полипропилен смешается на месте стыка, ежели вы нагрели его до подходящей температуры, и накрепко свариться. Перед началом работ необходимо определиться с местом прокладки труб. Для их сварки необходимо будет снимать часть армирования особым шейвером. Отпилите острый кончик утюга для удобства работы у стенки. Очень долго его держать на паяльничке тоже нельзя, пластик может потечь и уменьшится внутренний поперечник канала, нарушится плотность соединения.
Инструкции по сварке полипропиленовых трубИнструкции по сварке полипропиленовых труб

Группа: Пользователь
Сообщений: 19
Регистрация: 07.05.2013
Пользователь №: 15175
Спасибо сказали: 3 раз(а)
инструкцию по сварке полипропиленовых труб
После включения сварочного аппарата на нем загорятся два индикатора. Первый показывает, что аппарат включен, второй является индикатором терморегулятора. Пока индикаторы горят - сварочный аппарат нагревается. Процесс нагревания занимает обычно 10 - 12 минут. Выключение индикатора означает, что сварочный аппарат нагрелся до нужной температуры.
При первом включении аппарат потребляет много энергии, поэтому насадки нагреваются до температуры 300 - 320 °С. Такая температура приводит к деформации пластика при сварке. Оптимальной считается температура 260 °С. Следует дождаться повторного включения индикатора, нагрева и выключения. После этого можно начинать сварку полипропиленовых труб.
Для сварки полипропиленовую трубу помещают в отверстие с одной стороны насадки, а фитинг надевают на выступ с другой стороны, с небольшим нажимом. В зависимости от диаметра свариваемой трубы меняется время, которое необходимо для нагрева, соединения и остывания места сварки.
Рекомендуемое время указано в таблице:
Диаметр трубы мм
Глубина сварки мм
Время нагрева сек
Время соединения сек
Время остывания мин
Для получения надежного и качественного сварного соединения нужно соблюдать время нагрева.
При слишком долгом нагреве полипропилен сильно расплавится и произойдет деформация деталей.
При нагреве меньше времени, указанного в таблице, свариваемые детали расплавятся недостаточно, что в дальнейшем приведет к утечкам.
В процессе сварки труб из полипропилена запрещено:
Прежде всего плотно прикрепим к сварочной машине нагревающие насадки (при помощи винтов - в зависимости от типа сварочной машины). При помощи регулятора сварочную машину установим на температуру 250-270 °C и включим в сеть. Период нагревания сварочного аппарата зависит от условий окружающей среды. Во избежание повреждения тефлонового слоя в нагретом состоянии, тряпочкой из несинтетического материала очистим нагревающие насадки от загрязнения, оставшегося от предыдущей сварки. Работу со сварочным аппаратом можно начинать после того, как с помощью LED - диода и контактного термометра установим, что он нагрет до необходимой температуры. Контактный термометр служит для доведения температуры до 260 °C. Пару раз срезав опытный образец трубы проверим функциональность специальных ножниц или режущего ролика. При опытном разрезе необходимо избегать впадины наружного диаметра трубы. В случае, если это произойдет, инструмент необходимо починить, т.е. заточить.
Перед началом работы весь материал необходимо основательно просмотреть. У деталей не должна быть каким-либо образом ослаблена стенка, перед монтажом проверим функциональность закрывающих деталей, а резьбу проконтролируем противоположной деталью. Сваривающие штуцеры и части труб, которые входят в штуцер необходимо вычистить и обезжири. Фитинги оденем на оправку и проверим, не сидят ли они слишком свободно. Фитинги, которые шатаются на оправке, отбракуем.
Процесс сварки
1. Отмерим и отрежем необходимую длину трубы. При использовании пилки для железа ножом очистим край трубы от заусениц. При соединении фольгированного трубопровода обрезным устройством устраним верхний пластиковый и средний алюминиевый слой по длине входа в муфту фитинга. С обработанной таким образом фольгированной трубой работаем так же, как и с цельнопластиковой трубой.
2. Далее рекомендуется ножом или специальным приспособлением скосить под углом 30-45 ° наружный конец трубки, предназначенный для нагревания (снять фаску). Это в первую очередь касается диаметров больших, чем 40 мм. Это поможет избежать задиров материала при введении конца трубы в фитинг.
3. При сварке более крупных деталей (выше 40 мм) очень важно проконтролировать овальность, и абсолютно необходимо перед сваркой соскоблить окисленный слой (тл. 0,1 мм) на поверхности трубы по длине соединения. Окисленный слой негативно влияет на качество сварки.
4. Рекомендуем при помощи фломастера или маркирующего приспособления обозначить на трубке длину ее соединения с фитингом, руководствуясь глубиной муфты фитинга. При этом необходимо учитывать, что конец трубы не должен быть надвинут до упора в муфту фитинга. Необходимо оставить щель минимум в 1 мм для предотвращения сужения прохода трубы в месте соединения.
5. Далее рекомендуется обозначить место соединения на трубе и на фитинге для того, чтобы избежать поворота трубы относительно фитинга после соединения. Для этой цели можно использовать монтажные отметки на фитингах.
6. После обозначения свариваемые поверхности необходимо очистить и обезжирить. Без обезжиривания может не произойти идеальное соединение сращиваемых поверхностей! Теперь можно приступить к самому процессу нагревания.

7. В первую очередь на нагретую насадку наденем фитинг, у которого более толстые стенки, чем у трубы, и который дольше разогревается, и проверим не сидит ли он на насадке слишком свободно. Если фитинг не прилегает к насадке одинаково плотно по всей длине, его необходимо отбраковать, так как неравномерное нагревание способствует некачественной сварке. После фитинга на нагретую насадку наденем трубу. Плотность прилегания должна быть такой же как и фитинга.
8. Обе части нагреваем в течение времени, установленного в таблице. Период нагревания начинается с момента, когда труба и фитинг по всей отмеченной длине надеты на полифузную насадку. Если труба и фитинг плохо надеты на насадку, возможен небольшой поворот обеих деталей (макс 10 °) прежде чем они будут надеты по всей необходимой длине.
9. По окончании нагревания снимем трубу и фитинг с насадки и соединим их медленным, равномерным движением без осевого поворота, насадив на трубу фитинг на всю глубину до отметки. В таблице приведены временные показатели, начиная от снятия с насадки и кончая введением трубы в фитинг. В случае превышения указанного временного периода может произойти охлаждение расплавленного слоя, которое ведет к некачественной холодной сварке. Свежий шов необходимо зафиксировать в течение 20-30 сек. пока не произойдёт частичное охлаждение шва, при котором будет уже невозможен обратный выход трубы из фитинга и изменение положения фитинга по отношению к трубе.
Рекомендации к сварке больших диаметров:
Трубы диаметром менее 40 мм можно сваривать вручную. Более крупные детали, начиная с 50 мм включительно рекомендуется сваривать при помощи монтажного приспособления, в некоторых случаях монтажных приспособлений, в целях обеспечения необходимого давления и соблюдения соосности труб.
Главная | Сварка | Как самостоятельно сварить полипропиленовые трубы
Как самостоятельно сварить полипропиленовые трубыХозяевам, которые решили не прибегать к помощи специалистов и сварить полипропиленовые трубы своими руками, понадобятся такие инструменты как паяльник, сварочные насадки, ножницы по металлу, зачистка, рулетка, маркер, а также крепежи. Осуществить этот процесс, имея все необходимо оборудование, не так уж сложно. Но при этом необходимо иметь некоторые навыки и запастись терпением.
Технология сваркиПеред тем как перейти непосредственно к сварке необходимо подготовить аппарат. Для этого выбирается насадка для паяльника, диаметр которой должен совпадать с диаметром свариваемых труб, и крепиться на приборе. После того как насадка надежно закреплена паяльник включают в сеть и выставляют температуру около 250°C. Обычно приборы оснащены индикаторами – красным и зеленым. Если горит первый, то это значит, что паяльник в режиме нагрева, а если второй – можно приступать к работе (см. видео).

В то время пока аппарат нагревается необходимо подготовить к сварке сами полипропиленовые трубы и фитинги. Если используются армированные конструкции, то перед работой их необходимо обработать зачисткой. С ее помощью удаляется фольга, которая может помешать надежной пайке. Далее берется подготовленная труба и фитинг, которые вставляются в насадку. Для этого необходимо будет приложить немного усилий своими руками, но при этом не переборщить. После того как элементы вставлены необходимо подождать несколько секунд, пока прогреется их верхний слой.



Перед тем как переходить непосредственно к сварке полипропиленовых труб, необходимо ознакомиться с инструкцией, которая всегда идет в комплекте с оборудованием. Там должно указываться время прогрева элементов в зависимости от выбранной температуры и их диаметра. Это важно, ведь если допустить перегревание изделий, то может произойти запайка внутреннего пространства трубы, а если время будет недостаточное, то шов будет ненадежным. После прогрева элементов их осторожно вынимают и надевают друг на друга. Пока материал еще не остыл, есть возможность качественно выровнять место соединения. Считается, что удачно удалось сварить трубу, если по всей окружности стыка образовался небольшой бортик.
Сварка труб большого диаметра
для больших диаметров
Для резки труб большого диаметра используют специальные ножницы по металлу. После того как созданы отрезки необходимой длины их зачищают, на сварочный прибор надевают специальную насадку и нагревают до температуры 260°C. После прогрева прибора в насадку продеваются отдельные элементы, которые должны хорошо прогреться, пока материал не станет достаточно мягким. При этом отдельные элементы, будь то части трубы или труба и фитинг должны прогреваться одновременно. Время прогрева для полипропиленовых конструкций большого диаметра будет дольше, чем для стандартных труб и это время необходимо соблюдать, ведь в ином случае конструкция выйдет ненадежной. После полного прогрева отдельные элементы надеваются друг на друга.
Как варить в труднодоступных местахРаботать с конструкциями из полипропилена в труднодоступных местах достаточно сложно, так как требуется быстрота и точность движений (см. видео). При получении хоть малейших искривлений во время сварки необходима замена элементов. Во время пайки оборудование постоянно должно находиться во включенном состоянии, а нагрев отдельных элементов должен проводиться одновременно. Недостаточный их нагрев может привести к тому, что сварить изделия будет практически невозможно либо соединение будет некачественным, что в будущем приведет к поломке конструкции в труднодоступных местах, что может стать серьезной проблемой. Перегрев конструкций при соединении своими руками также нежелателен, ведь может привести к потере их формы.

Согласно статистическим данным, более 70% трубопроводных систем сегодня изготавливаются из полипропилена, неважно, идет ли речь о монтаже нового трубопровода либо замене старой системы. Технология сварки полипропиленовых труб, которая для достижения желаемого результата должна соблюдаться до мелочей, является неотъемлемой частью монтажных работ.
Именно этому аспекту организации трубопроводных систем и будет в основном посвящена данная статья.
Почему именно полипропиленовые трубы В первую очередь потому, что трубы из полипропилена обладают наилучшим сочетанием качества, цены и требований к монтажу и эксплуатации. Трубы подобного типа прочны, устойчивы к коррозии и долговечны.
В первую очередь потому, что трубы из полипропилена обладают наилучшим сочетанием качества, цены и требований к монтажу и эксплуатации. Трубы подобного типа прочны, устойчивы к коррозии и долговечны.
Благодаря перечисленным качествам трубы из полипропилена могут быть использованы в различных сферах:
Именно технология соединения полипропиленовых труб методом сварки служит наиболее надежным и быстрым способом монтажа, в том числе и других видов пластиковых труб.
Набор средств для проведения сварки полипропиленового трубопроводаИнструментный комплект для сварки полипропиленовых труб выглядит приблизительно следующим образом:
В набор для сварки полипропиленовых труб также могут входить инструменты, имеющиеся почти в каждом доме – нож, пилка по металлу, если специальные ножницы или труборез недоступны.
Подготовка к сварке труб из полипропилена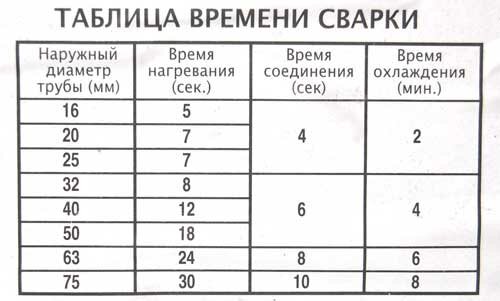
Временная таблица сварки полипропиленовых труб в зависимости от их диаметра
Инструкция по сварке полипропиленовых трубНепосредственно перед сваркой труб еще раз проводят обезжиривание соединяемых элементов, так как без этого достичь идеального соединения просто невозможно.
Как правильно сваривать полипропиленовые трубы:
Подготовка сварочного аппарата производится аналогичным способом, как и при полифузной сварке.
Технология монтажа полипропиленовых труб электрофитингом:

Трубы полипропиленовые: как установить свариваемые детали в насадки сварочного аппарата
По окончанию сварки полипропиленовых труб соединение должно быть выдержано до полного охлаждения. Процесс охлаждения стыка должен проходить естественным образом. После того, как детали остынут, они схватятся, что называется, «намертво».
Детали должны быть соединены таким образом, чтобы снаружи и в особенности внутри труб не образовывались «наплывы», что может привести к ухудшению проводимости трубопровода.
В сравнении с металлическими трубами, пластиковые изделия соединяются гораздо прочнее и, соответственно, более надежно. Практически любой отрезок системы полипропиленового трубопровода может быть заменен без необходимости демонтажа всей системы.
Сварное соединение подлежит эксплуатации спустя минимум 1 час после того, как будет выполнен последний шов.
Совет! Важно дать сварному шву полноценно остыть и схватиться, так как это влияет на будущую способность выдерживать необходимые нагрузки. Кроме того, во время остывания спай должен быть освобожден от каких-либо механических воздействий (сжатия, вращения, давления и т.п.).
Метод холодной сварки полипропиленовых трубПолипропиленовые трубы можно также самостоятельно соединить способом холодной сварки – при помощи агрессивного клея:
Подача воды может быть осуществлена не ранее, чем спустя час после выполнения работ по монтажу трубопровода. В течение данного часа должна быть обеспечена полная неподвижность системы.
Нужно заметить, что клеевое соединение полипропиленовых труб по своей прочности не уступает сварному. Тем не менее, соединение пластиковых труб подобным способом годиться только для водопровода подачи холодной воды.
Если же целью системы является транспортировка газа либо горячей воды, трубопровод необходимо выполнять из металлических труб, либо соединять полипропиленовые трубы одним из способов, описанных ранее.
Типичные ошибки при сварке полипропиленовых трубЕсли при соединении фитинга и пластиковой трубы труба не будет введена до внутреннего упора (зазор будет значительно больше 1 мм), то между внутренним упором фитинга и торцом трубы останется промежуток.
На подготовленном к эксплуатации трубопроводе данный промежуток будет представлять собой отрезок со стенкой меньшей толщины и, соответственно, большим внутренним диаметром в сравнении с исходной трубой. При этом расчетное давление данного участка будет ниже, чем у остальных частей трубопровода, т.е. участок станет «слабым звеном».
Другой типичной ошибкой является излишнее усилие при совмещении нагретой трубы с фитингом. В таком случае между внутренним упором трубы и торцом трубы выдавливается внутренний грат, впоследствии создающий ощутимое препятствие транспортируемой среде.
О том, как правильно паять пластиковые трубы – видео, представленное на нашем портале, сможет дать более полное представление.
Полипропиленовые трубы – своего рода ноу-хау в области проведения коммуникаций. Поклонниками таких конструкций являются и владельцы жилья, и сантехники. Универсальность конструкций позволяет их использовать в водоснабжении, отоплении, орошении и других важных для комфортного проживания домочадцев процессах. Между тем важно не только приобрести такие чудо-изделия, а и правильно их установить. Поговорим о том, как сваривать полипропиленовые трубы, чтобы система работала долго и бесхлопотно.
Преимущества полипропиленовых трубПеред тем как познать премудрости сваривания полипропиленовых труб, давайте обсудим, чем хороши изделия из такого материала, почему их популярность растет.
Итак, знакомьтесь со списком достоинств:
Стоит обратить внимание! Недостатки такого типа изделий могут обнаруживаться только, если вы проигнорировали правила сварки полипропиленовых труб или приобрели некачественный/несоответствующий требованиям товар.

Пример устройства полипропиленовой трубы
Секреты выбора конструкцийДаже сварка полипропиленовых труб по госту не убережет вас от трагедии, если вы купите изделия, не соответствующие требованиям, диктуемым проектом монтажа и индивидуальными обстоятельствами.
Итак, для начала нужно научиться разбираться в маркировке труб из полипропилена. Запоминайте обозначения:
Какие еще моменты следует учитывать, выбирая изделия?

Устройство сварочного аппарата
Организация работПора перейти к главному блоку – как производится сварка труб из полипропилена своими руками. Для начала нужно обзавестись необходимыми для работ материалами, инструментами, оборудованием и временем. Затем составить проект и разработать план действий. А теперь подробнее.
Инструменты и материалыДля качественного соединения конструкции придется обзавестись такими материалами и «девайсами»:

Если полипропиленовые конструкции правильно установить, система прослужит более полувека
Важно следить за качеством приобретаемых инструментов, выбирать товар именитых фирм, специализирующихся на производстве профильного оборудования.
Особое внимание уделите выбору сварочного аппарата, который представляет собой нагревательный прибор, оснащенный ручкой и подставкой. Благодаря такой комплектации им можно пользоваться в любом положении. Регулировочное колесико позволяет регулировать температуру нагрева, а отверстия – менять насадки. Действительно качественный «девайс» будет выручать вас долгие годы, функционируя без выхода из строя нагревательных элементов и без деформации тефлона, которым обработаны насадки. Кстати, хороший аппарат чаще всего продается в комплекте с насадками (количество их варьируется в зависимости от производителя).
Коли уж необходимо сэкономить, то можете сделать это за счет трубореза. Если «фронт работ» невелик, то подойдет даже пила по дереву, одолженная у соседа. Шейвер можно и вовсе не покупать, если выберите изделия с армированием, спрятанным под наружным слоем полипропилена.
Если планируете варить много и часто, к примеру, возводите дом, а затем займетесь строительством дачи, то можете купить сварочный комплект, упакованный в специальный чемоданчик, где каждая комплектующая имеет свое место. В состав набора входят:

Нормативы по продолжительности процесса сварки
Если паяльник нужен на один раз, а система в сборе проста, можете взять аппарат напрокат – у друзей/соседей бесплатно или в специальной фирме – за умеренную плату.
Если вы знаете, как сварить полипропиленовые трубы без паяльника, значит, в курсе, что для таких работ понадобится строительный фен. Тогда ищите его.
Составление планаДля начала составьте план расположения системы, а затем и перечень работ. Мудрецы утверждают, что правильный план – залог успешного дела.
План коммуникаций должен соответствовать правилам безопасности, предъявляемым к устанавливаемой системе, а также учитывать ваши пожелания, чтобы максимально гармонично вписаться в дизайн. Составляя схему, сразу выделите, какие участки могут быть смонтировано отдельно, а затем соединены в одну цепь. И запомните главное правило: чем меньше число соединений, произведенных «на весу», тем лучше будет функционировать водопровод.
Также необходимо продумать и план действий, в который должны войти такие блоки:

Переходим к основному процессу – сварке?!
Инструкция по сваркеИтак, как правильно сваривать полипропиленовые трубы? Сначала необходимо подготовить «поле боя».
Подготовительный этап в себя включает подготовку элементов и аппарата.
Начнем с труб. Изделия необходимо распаковать и нарезать на фрагменты согласно схеме. Сначала маркером сделайте пометку. Затем ножницами или специальным резаком (под углом 90 градусов к оси) разрежьте трубу. Если вы используете не новый инструмент, убедитесь, что он достаточно остр, иначе рискуете деформировать конструкцию.
Край армированного элемента следует зачистить, убрав фольгу и верхний слой. Если этого не сделать, впоследствии фольга, соприкоснувшись с водой, спровоцирует появление ржавчины, что чревато разрушением шва и течью системы. На неармированных изделиях достаточно сделать отметку по глубине сварки, беря в расчет размеры муфты фитинга. Края нужно очистить от грязи и обезжирить, такое действие сделает контакт более надежным, прочным. Даже песчинка, попавшая в соединение, может привести к прорыву системы.

Помните о прямом угле
Аппарат для сварки установите на ровной поверхности. Проследите, чтобы детали агрегата не были влажными, при необходимости протрите их спиртом. Инструкция по сварке полипропиленовых труб гласит: насадки следует надевать при отключенном аппарате. Затем подключить «девайс» к сети. Сразу же загорятся индикаторы. Когда один их них – показывающий температуру, погаснет, значит, аппарат нагрелся.
Соединяемые элементы надевают на насадки, причем, одновременно – с двух сторон, и ждут. Время сварки полипропиленовых труб разнится в зависимости от диаметра конструкций (нормативы указаны в таблице ниже). Нагретые изделия снимают и стыкуют, ориентируясь на предварительно сделанные маркером отметки. Важно изделия не проворачивать и не крутить, иначе герметичность стыка будет нарушена. Также следите, чтобы не появились наплывы, они тоже сделают шов непригодным. Сваренную конструкцию полагается отложить в сторону для остывания.
Видео-секреты правильной сваркиСогласитесь, сваривать полипропиленовые трубы не так сложно, как вы предполагали?!
Понравилась статья? Поделитесь ей:







